
Diese Bedienungsanleitung ist als Leitfaden für den Betrieb des RFlex Extreme gedacht. Um eine optimale Leistung Ihres Schweißgeräts zu gewährleisten, befolgen Sie bitte genau die Empfehlungen und Spezifikationen.
Inhaltsübersicht
- Kapitel 1: Bestimmungsgemäße Verwendung
- Kapitel 2: Sicherheitsschilder und Piktogramme
- Kapitel 3: Technische Daten
- Kapitel 4: Technische Beschreibung
- Kapitel 5: Montage und Installation
- Kapitel 6: Betrieb
- Kapitel 7: Auswahl der Schweißparameter
- Kapitel 8: Wartung
- Kapitel 9:
Gesundheit und Sicherheit am Arbeitsplatz
- Kapitel 10: Elektrische Dokumentation
- Kapitel 11: Pneumatische Dokumentation
- Kapitel 12: Allgemeine Anweisungen
- Kapitel 13: Anhänge
- Kapitel 14: Zusätzliche Maschinendokumente
Für weitere technische Informationen zu diesem Gerät rufen Sie unser Resolution Center unter 1-855-888-WELD an oder senden Sie eine E-Mail an service@weldmaster.com.
1.0 Überblick über die Maschine / Verwendungszweck
Der RFlex RF-Schweißer ist eine Maschine, die für das Schweißen von großen strukturellen Oberflächen wie Membranen, Planen, Zelten, gespannten Strukturen, Werbetafeln und anderen technischen Geweben aus PVC/PU entwickelt wurde. Darüber hinaus ist die Maschine mit fortschrittlicher Technologie ausgestattet, wodurch die Produktionseffizienz und Qualität verbessert werden kann.
Der Einsatz des HF-Generators (27,12 MHz) ermöglicht dem Bediener eine stufenlose Einstellung des Leistungsflusses und gewährleistet die Stabilisierung der Parameter und die richtige Schweißleistung (lineare Schweißnähte bis zu einer Länge von 1200 mm). Durch die Platzierung des Bedienfeldes auf dem beweglichen Ausleger wird die Arbeit des Bedieners erleichtert. Alle Maschinen sind für die Bediener sicher und wurden nach den strengen Anforderungen der geltenden EG-Richtlinien gebaut.
Darüber hinaus können in der Maschine zwei oder mehr Schichten der künstlichen dielektrischen Verlustmaterialien verschweißt werden, insbesondere solche aus Polyvinylchlorid (PVC, PA, PU) oder aus Polyurethan, Polyamid und Polyester, ganz zu schweigen von solchen, die aus Mischungen der oben genannten Bestandteile bestehen.
Die Anwendung der technischen Lösung, die auf dem pneumatischen Anpressen der geschweißten Materialien beruht, ermöglicht schließlich eine dauerhafte Verbindung der Schichten nach dem Abkühlen, wobei die Form der Schweißnaht von der gewählten Elektrode abhängt.
DIE WICHTIGSTEN MERKMALE DER MASCHINE:
- die routinemäßige Wartung der Maschine ist sehr einfach;
- kann die Pressung genau eingestellt werden;
- Der Hersteller hat den Notrufknopf auf dem Bedienfeld installiert;
- Die Maschine ist mit einer Signallichtsäule ausgestattet, um die Sicherheit des Bedieners bei eingeschalteter Maschine zu erhöhen;
- Der Bediener kann den Arbeitszyklus der Maschine über das berührungsempfindliche HMI-Panel programmieren und steuern;
- Mit dem Programmiertool kann der Bediener Parameter wie Schweißzeit und -leistung sowie die Abkühlzeit in das System eingeben;
- Mit Hilfe des auf der Maschine installierten HMI-Panels kann der Bediener viele Schweißprogramme für verschiedene Materialien speichern, ganz zu schweigen von denen, die für die Arbeit mit verschiedenen Elektrodenarten verwendet werden;
- Zur Erleichterung des Bedieners ist die Maschine mit einem Elektrodenhalter ausgestattet, der speziell für einen schnellen Wechsel der Schweißelektrode entwickelt wurde;
- die Maschine ist mit einer zusätzlichen Erdungselektrode ausgestattet, um den Benutzer vor der erhöhten nichtionisierenden HF-Strahlung zu schützen, die von der Maschine ausgeht;
- ZTG HF AutoTuning System™ - die Maschine ist mit einem automatischen Leistungsregelungssystem ausgestattet, um die Sicherheit des Bedieners zu erhöhen;
- ZTG SafeDOWN™ - die Maschine ist mit einem System ausgestattet, das den Bediener beim Absenken wirksam vor der Elektrode schützen soll;
- ZTG Flash™ - ein weiteres System der Maschine, das die Elektrode und das zu schweißende Rohmaterial vor möglichen Schäden durch einen Lichtbogenüberschlag schützen soll;
- Alle Maschinen haben die CE-Konformitätszertifikate erhalten
HOCHFREQUENZTECHNIK:
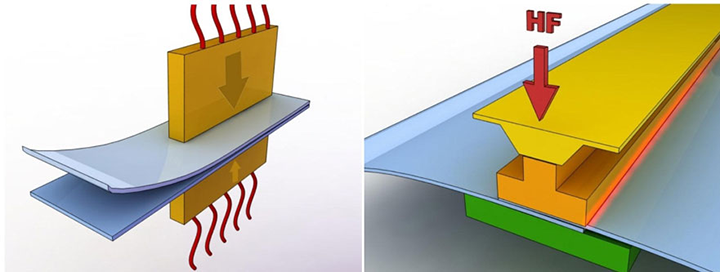
Beim Hochfrequenzschweißen, auch bekannt als Radiofrequenz- (RF) oder dielektrisches Schweißen, werden Materialien durch Anwendung von Radiofrequenzenergie auf die zu verbindenden Bereiche miteinander verschmolzen. Die entstehende Schweißnaht kann genauso fest sein wie die ursprünglichen Materialien.
Beim HF-Schweißen werden bestimmte Eigenschaften des zu schweißenden Materials genutzt, um in einem schnell wechselnden elektrischen Feld Wärme zu erzeugen. Dies bedeutet, dass nur bestimmte Materialien mit dieser Technik geschweißt werden können. Bei diesem Verfahren werden die zu verbindenden Teile einem elektromagnetischen Hochfrequenzfeld (meist 27,12 MHz) ausgesetzt, das normalerweise zwischen zwei Metallstäben angelegt wird. Diese Stäbe dienen während des Erhitzens und Abkühlens auch als Druckapplikatoren. Das dynamische elektrische Feld versetzt die Moleküle in polaren Thermoplasten in Schwingung. Je nach ihrer Geometrie und ihrem Dipolmoment können diese Moleküle einen Teil dieser Schwingungsbewegung in Wärmeenergie umwandeln und eine Erwärmung des Materials bewirken. Ein Maß für diese Wechselwirkung ist der Verlustfaktor, der temperatur- und frequenzabhängig ist.
Polyvinylchlorid (PVC) und Polyurethane sind die gebräuchlichsten Thermoplaste, die mit dem HF-Verfahren geschweißt werden können. Auch andere Polymere wie Nylon, PET, PET-G, A-PET, EVA und einige ABS-Harze können mit dem HF-Verfahren geschweißt werden, doch sind hierfür besondere Bedingungen erforderlich. So sind Nylon und PET schweißbar, wenn zusätzlich zur HF-Leistung vorgewärmte Schweißstäbe verwendet werden.
Das HF-Schweißen ist im Allgemeinen nicht für PTFE, Polycarbonat, Polystyrol, Polyethylen oder Polypropylen geeignet. Aufgrund der drohenden Einschränkungen bei der Verwendung von PVC wurde jedoch eine spezielle Polyolefinsorte entwickelt, die sich für das HF-Schweißen eignet.
Die Hauptfunktion des HF-Schweißens besteht darin, eine Verbindung zwischen zwei oder mehr Blechdicken herzustellen. Es gibt eine Reihe von optionalen Funktionen. Das Schweißwerkzeug kann graviert oder profiliert werden, um dem gesamten geschweißten Bereich ein dekoratives Aussehen zu verleihen, oder es kann eine Prägetechnik eingesetzt werden, um Schriftzüge, Logos oder dekorative Effekte auf den geschweißten Teilen anzubringen. Durch den Einbau einer Schneidkante neben der Schweißfläche kann das Verfahren gleichzeitig schweißen und schneiden. Durch die Schneide wird der heiße Kunststoff so weit zusammengedrückt, dass das überschüssige Material abgerissen werden kann; daher wird dieses Verfahren oft als Aufreißschweißen bezeichnet.
 ACHTUNG: Der Hersteller haftet nicht für Schäden oder Verletzungen, die durch eine unsachgemäße Verwendung dieses Geräts entstehen.
ACHTUNG: Der Hersteller haftet nicht für Schäden oder Verletzungen, die durch eine unsachgemäße Verwendung dieses Geräts entstehen.
ACHTUNG! Um die Maschine optimal und sicher nutzen zu können, lesen Sie bitte alle Anweisungen in dieser Betriebs- und Wartungsanleitung sorgfältig durch und befolgen Sie sie.
ACHTUNG: Alle Mitarbeiter, die in den Bereichen Arbeitssicherheit, Betriebsabläufe und Risiken der Schweißmaschine geschult sind, sowie die zur Bedienung der Schweißmaschine befähigten Personen werden vom Auftragnehmer aufgefordert, das beigefügte Formular mit ihrer leserlichen Unterschrift zu versehen.
ACHTUNG: Die Hochfrequenzschweißmaschine wurde in einer für Menschen mit Behinderungen ungeeigneten Ausführung konstruiert und hergestellt. Wenn die Maschine von behinderten Personen bedient werden soll, muss die Maschine nach Rücksprache mit dem Hersteller entsprechend angepasst werden.
2.0 Sicherheitsschilder und Piktogramme
2.1 Allgemeine Informationen
Um das Schweißgerät optimal und sicher nutzen zu können, lesen Sie bitte sorgfältig alle Anweisungen in dieser Betriebs- und Wartungsanleitung, insbesondere auch alle Warn-, Verbots-, Beschränkungs- und Ordnungshinweise und -schilder.
Auf der Grundlage der in diesem Betriebs- und Wartungshandbuch enthaltenen Informationen muss der Kunde Arbeitsplatzhandbücher für die Mitarbeiter ausarbeiten.
Der Auftraggeber haftet in vollem Umfang, rechtlich und materiell für alle Ereignisse, die sich aus der unzureichenden Kenntnis dieses Betriebs- und Wartungshandbuchs oder aus der Nichteinhaltung der Grundsätze der Arbeitssicherheit und des Gesundheitsschutzes ergeben.
WARNHINWEISE, DIE AUF DEN GERÄTEN UND/ODER IN DEN nachfolgenden Betriebs- und Wartungshandbüchern BESCHRIEBEN WURDEN, SIND STRENG VERPFLICHTET, SICH DIESEN ANZUGEBEN.  ACHTUNG: Jede Person, die ein HF-Schweißgerät bedient, muss sich vor Beginn der Arbeiten mit der nachfolgenden Betriebs- und Wartungsanleitung vertraut machen.
ACHTUNG: Jede Person, die ein HF-Schweißgerät bedient, muss sich vor Beginn der Arbeiten mit der nachfolgenden Betriebs- und Wartungsanleitung vertraut machen.
ACHTUNG: Jeder Empfänger oder eine vom Empfänger beauftragte Person ist auf der Grundlage der vorliegenden Betriebs- und Wartungsanleitung und der ordnungsgemäßen Beschaffenheit der Produktionstechnik obligatorisch fällig das WORKSTAND MANUAL für das Bedienpersonal herauszugeben.
ACHTUNG: Die Hochfrequenzschweißmaschine darf NUR von Arbeitnehmern bedient werden, die in der Wartung des Geräts und in der INDUSTRIESICHERHEIT unter besonderer Berücksichtigung der von der Maschine ausgehenden möglichen Gefahren geschult wurden.
ACHTUNG: Der Hersteller des Geräts empfiehlt dem Käufer, während der gesamten Lebensdauer des Geräts das vom Hersteller bereitgestellte geschulte Servicepersonal oder vom Hersteller autorisierte Serviceteams in Anspruch zu nehmen.
ACHTUNG: Der Hersteller empfiehlt dringend, das Schweißgerät nur in industrieller Umgebung zu installieren.
ACHTUNG: Die Maschine muss richtig nivelliert sein und einen festen Arbeitsplatz haben.
ACHTUNG: Ein unvorsichtiger Umgang mit der Maschine während des Transports (Bewegung) kann zu schweren Verletzungen oder Unfällen führen.
 ACHTUNG: Der Generator wird mit der lebensgefährlichen Spannung des Stromnetzes 3 x480 VAC; 50 Hz betrieben. Das Gerät hat eine Hochspannung von bis zu 8000 VDC. Alle Wartungs- oder Schutzmaßnahmen dürfen nur von geschultem Personal mit den gesetzlich vorgeschriebenen Befugnissen durchgeführt werden.
ACHTUNG: Der Generator wird mit der lebensgefährlichen Spannung des Stromnetzes 3 x480 VAC; 50 Hz betrieben. Das Gerät hat eine Hochspannung von bis zu 8000 VDC. Alle Wartungs- oder Schutzmaßnahmen dürfen nur von geschultem Personal mit den gesetzlich vorgeschriebenen Befugnissen durchgeführt werden.
ACHTUNG: Der Käufer muss für die ordnungsgemäße Ausführung und die regelmäßige Kontrolle der Schutzmaßnahmen gegen Stromschläge für jedes in Betrieb befindliche Gerät Sorge tragen. Die gesamte Verantwortung in dieser Angelegenheit liegt auf Seiten des Käufers.
ACHTUNG: Die Lampenspannung muss mit den Angaben im Datenblatt des Produkts übereinstimmen - sie kann über Abzweigungen auf der Primärseite des Glühlampentransformators eingestellt werden.
ACHTUNG: Die Lampe muss nach der Installation etwa eine Stunde lang vorgewärmt werden.
 ACHTUNG: Jegliche Arbeiten im Bereich der aktiven Presseinheit der Presse, wie z.B. Geräteaustausch, dürfen nur von geschultem Servicepersonal mit besonderen Vorsichtsmaßnahmen durchgeführt werden.
ACHTUNG: Jegliche Arbeiten im Bereich der aktiven Presseinheit der Presse, wie z.B. Geräteaustausch, dürfen nur von geschultem Servicepersonal mit besonderen Vorsichtsmaßnahmen durchgeführt werden.
 ACHTUNG! Ein Notstopp der Maschine ist jederzeit durch Drücken der EMERGENCY-Taste möglich. STOP-Taste (die rote Taste auf gelbem Hintergrund).
ACHTUNG! Ein Notstopp der Maschine ist jederzeit durch Drücken der EMERGENCY-Taste möglich. STOP-Taste (die rote Taste auf gelbem Hintergrund).
 ACHTUNG: Die Arbeitsumgebung der Maschine, der Boden und die Handgriffe müssen stets sauber und frei von Verunreinigungen, Fett oder Schlamm sein, um die Gefahr des Ausrutschens oder Stürzens so gering wie möglich zu halten.
ACHTUNG: Die Arbeitsumgebung der Maschine, der Boden und die Handgriffe müssen stets sauber und frei von Verunreinigungen, Fett oder Schlamm sein, um die Gefahr des Ausrutschens oder Stürzens so gering wie möglich zu halten.
VORSICHT: Ziehen Sie den Stecker aus der Steckdose, bevor Sie Zugangsklappen entfernen oder Türen öffnen. Alle Schutzvorrichtungen und Zugangsklappen müssen vor dem Betrieb des Geräts angebracht werden.
 ACHTUNG: Die Temperatur der Elektrode beträgt bis zu 100 °C. Daher kann man sich bei Berührung verbrennen.
ACHTUNG: Die Temperatur der Elektrode beträgt bis zu 100 °C. Daher kann man sich bei Berührung verbrennen.
 ACHTUNG: Die Lampe enthält Seltenerdmetalle und Seltenerdmetalloxide, die hochgiftig sind. Im Falle eines Bruchs muss die Lampe mit äußerster Vorsicht und mit Hilfe von spezialisiert Dienstleistungen.
ACHTUNG: Die Lampe enthält Seltenerdmetalle und Seltenerdmetalloxide, die hochgiftig sind. Im Falle eines Bruchs muss die Lampe mit äußerster Vorsicht und mit Hilfe von spezialisiert Dienstleistungen.

 ACHTUNG: Die Hochfrequenz-Schweißmaschine ist eine Quelle nicht-ionischer elektromagnetischer Strahlung. Nach der Installation der Maschine beim Käufer muss eine Messung der nicht-ionischen Strahlung durchgeführt werden. Die Strahlungsmessungen sollten von einem autorisierten Unternehmen durchgeführt werden.
ACHTUNG: Die Hochfrequenz-Schweißmaschine ist eine Quelle nicht-ionischer elektromagnetischer Strahlung. Nach der Installation der Maschine beim Käufer muss eine Messung der nicht-ionischen Strahlung durchgeführt werden. Die Strahlungsmessungen sollten von einem autorisierten Unternehmen durchgeführt werden.
 ACHTUNG: Die Hochfrequenzschweißmaschine muss an einem festen Arbeitsplatz arbeiten, da die Umsetzung eine erneute Messung der Intensität der nichtionischen Strahlung erfordert..
ACHTUNG: Die Hochfrequenzschweißmaschine muss an einem festen Arbeitsplatz arbeiten, da die Umsetzung eine erneute Messung der Intensität der nichtionischen Strahlung erfordert..
 ACHTUNG: Personen mit implantiertem Herzschrittmacher dürfen sich nicht in der Zone mit aktiver Strahlung aufhalten..
ACHTUNG: Personen mit implantiertem Herzschrittmacher dürfen sich nicht in der Zone mit aktiver Strahlung aufhalten..
ACHTUNG: Der Hersteller empfiehlt, keine schwangeren oder stillenden Frauen im Bereich der aktiven nichtionischen Strahlung zu beschäftigen..
ACHTUNG: Den Luftfilter in der pneumatischen Anlage mindestens einmal im Monat reinigen.
 Es ist VERBOTEN, Arbeiten an der Schweißmaschine durch Personen auszuführen, die nicht zuvor in der Bedienung von Hochfrequenzmaschinen und in den Arbeitsschutzbestimmungen unter besonderer Berücksichtigung der von der Maschine ausgehenden Gefahren geschult wurden.
Es ist VERBOTEN, Arbeiten an der Schweißmaschine durch Personen auszuführen, die nicht zuvor in der Bedienung von Hochfrequenzmaschinen und in den Arbeitsschutzbestimmungen unter besonderer Berücksichtigung der von der Maschine ausgehenden Gefahren geschult wurden.  Es ist VERBOTEN, die Maschine durch Mitarbeiter einzuschalten, die nicht zuvor in der Bedienung und den Arbeitsschutzvorschriften geschult wurden.
Es ist VERBOTEN, die Maschine durch Mitarbeiter einzuschalten, die nicht zuvor in der Bedienung und den Arbeitsschutzvorschriften geschult wurden. 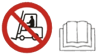 Es ist VERBOTEN, die Maschine durch Mitarbeiter einzuschalten, die nicht zuvor in der Bedienung und den Arbeitsschutzvorschriften geschult wurden.
Es ist VERBOTEN, die Maschine durch Mitarbeiter einzuschalten, die nicht zuvor in der Bedienung und den Arbeitsschutzvorschriften geschult wurden.  ES IST STRENG VERBOTEN, Wartungs- oder Präventionsarbeiten durchzuführen, ohne den Generator und die Maschine vorher von der Stromversorgung zu trennen.
ES IST STRENG VERBOTEN, Wartungs- oder Präventionsarbeiten durchzuführen, ohne den Generator und die Maschine vorher von der Stromversorgung zu trennen. ES IST STRENG VERBOTEN, irgendwelche Versuche zu unternehmen Elektroden oder Elemente der Presseinheit in der Presse berühren. Das Berühren beim Schweißen kann zu Verbrennungen durch Hochfrequenzstrom oder hohe Temperaturen führen ~ 100 oC. ES IST STRENG VERBOTEN, Handlungen vorzunehmen, die den Sicherheitsstatus der Maschine beeinträchtigen können, z. B. Arbeiten bei geöffneter Schutzabdeckung, Blockieren von Tasten usw.Es ist schwangeren oder stillenden Frauen VERBOTEN, sich in der Zone der aktiven nichtionischen Strahlung aufzuhalten.
ES IST STRENG VERBOTEN, irgendwelche Versuche zu unternehmen Elektroden oder Elemente der Presseinheit in der Presse berühren. Das Berühren beim Schweißen kann zu Verbrennungen durch Hochfrequenzstrom oder hohe Temperaturen führen ~ 100 oC. ES IST STRENG VERBOTEN, Handlungen vorzunehmen, die den Sicherheitsstatus der Maschine beeinträchtigen können, z. B. Arbeiten bei geöffneter Schutzabdeckung, Blockieren von Tasten usw.Es ist schwangeren oder stillenden Frauen VERBOTEN, sich in der Zone der aktiven nichtionischen Strahlung aufzuhalten. Für Personen mit implantiertem Herzschrittmacher ist der Aufenthalt in der Zone aktiver nichtionischer Strahlung STRENG VERBOTEN .
Für Personen mit implantiertem Herzschrittmacher ist der Aufenthalt in der Zone aktiver nichtionischer Strahlung STRENG VERBOTEN . IST ES UNTERSAGT Personen mit orthopädischen Metallimplantaten dürfen sich nicht in der Zone mit aktiver nichtionischer Strahlung aufhalten.
IST ES UNTERSAGT Personen mit orthopädischen Metallimplantaten dürfen sich nicht in der Zone mit aktiver nichtionischer Strahlung aufhalten. ES IST VERBOTEN, Metallwerkzeuge in den Bereich der aktiven nichtionischen Strahlung zu bringen.
ES IST VERBOTEN, Metallwerkzeuge in den Bereich der aktiven nichtionischen Strahlung zu bringen. ES IST STRENGSTENS UNTERSAGT jeden Brand am Generator und an der Maschine mit Wasser oder einer anderen Flüssigkeit zu bekämpfen.
ES IST STRENGSTENS UNTERSAGT jeden Brand am Generator und an der Maschine mit Wasser oder einer anderen Flüssigkeit zu bekämpfen. ES IST STRENG VERBOTEN, die Schutzabdeckungen während des Betriebs der Maschine zu entfernen.
ES IST STRENG VERBOTEN, die Schutzabdeckungen während des Betriebs der Maschine zu entfernen. Es ist STRENG VERBOTEN, die Maschine während des Betriebs abzuspritzen oder das System zu entleeren.
Es ist STRENG VERBOTEN, die Maschine während des Betriebs abzuspritzen oder das System zu entleeren. Es ist VERBOTEN, Öle, Lösungsmittel oder andere giftige Flüssigkeiten in der Umgebung der Maschine auszugießen.
Es ist VERBOTEN, Öle, Lösungsmittel oder andere giftige Flüssigkeiten in der Umgebung der Maschine auszugießen. ES IST VERBOTEN, das Handy in der Umgebung der Maschine zu benutzen..
ES IST VERBOTEN, das Handy in der Umgebung der Maschine zu benutzen.. Es ist VERBOTEN, in der Umgebung der Arbeitsmaschine Feuer zu machen.
Es ist VERBOTEN, in der Umgebung der Arbeitsmaschine Feuer zu machen. Es ist VERBOTEN, in der Umgebung der Maschine zu rauchen.
Es ist VERBOTEN, in der Umgebung der Maschine zu rauchen. Es ist VERBOTEN, in der Umgebung der Arbeitsmaschine Alkohol zu trinken und alle Geräte durch betrunkene Arbeiter zu bedienen.
Es ist VERBOTEN, in der Umgebung der Arbeitsmaschine Alkohol zu trinken und alle Geräte durch betrunkene Arbeiter zu bedienen. Es ist VERBOTEN, in der Umgebung der laufenden Maschine zu konsumieren.
Es ist VERBOTEN, in der Umgebung der laufenden Maschine zu konsumieren. ES IST VERPFLICHTET, jede Person, die Arbeiten am Generator und an der Presse ausführt, in der Bedienung der Maschine und in den Arbeitsschutzvorschriften zu schulen, unter besonderer Berücksichtigung möglicher von der Maschine ausgehender Gefahren..
ES IST VERPFLICHTET, jede Person, die Arbeiten am Generator und an der Presse ausführt, in der Bedienung der Maschine und in den Arbeitsschutzvorschriften zu schulen, unter besonderer Berücksichtigung möglicher von der Maschine ausgehender Gefahren.. ES IST STRENG VERPFLICHTET, ALLE vorgesehenen Schutzabdeckungen und Sperrtasten zu verwenden.
ES IST STRENG VERPFLICHTET, ALLE vorgesehenen Schutzabdeckungen und Sperrtasten zu verwenden. ES IST VERPFLICHTET, die Aufsichtsperson und/oder das Verkehrspersonal über alle Fälle von Fehlbedienung der Maschine zu informieren.
ES IST VERPFLICHTET, die Aufsichtsperson und/oder das Verkehrspersonal über alle Fälle von Fehlbedienung der Maschine zu informieren. ES IST VERPFLICHTET, Arbeitskleidung zu verwenden, die möglichst wenig Teile enthält, die von der Presse der Hochfrequenzmaschine erfasst oder mitgerissen werden können.
ES IST VERPFLICHTET, Arbeitskleidung zu verwenden, die möglichst wenig Teile enthält, die von der Presse der Hochfrequenzmaschine erfasst oder mitgerissen werden können. ES IST VERPFLICHTET, alle Arbeiten an den Elementen des Schweißgeräts (Elektrode, Presseinheit) mit speziellen Schutzhandschuhen durchzuführen.
ES IST VERPFLICHTET, alle Arbeiten an den Elementen des Schweißgeräts (Elektrode, Presseinheit) mit speziellen Schutzhandschuhen durchzuführen. Die Arbeitnehmer sind verpflichtet, rutschfeste Arbeitsschuhe zu tragen.
Die Arbeitnehmer sind verpflichtet, rutschfeste Arbeitsschuhe zu tragen. ES IST VERPFLICHTET Verwendung von Kopfbedeckungen durch Arbeitnehmer.
ES IST VERPFLICHTET Verwendung von Kopfbedeckungen durch Arbeitnehmer. ES IST VERPFLICHTET, den Boden in der Umgebung der Arbeitsmaschine sauber zu halten.
ES IST VERPFLICHTET, den Boden in der Umgebung der Arbeitsmaschine sauber zu halten. ES IST STRENG VERPFLICHTET, die Schweißmaschine von Mitarbeitern bedienen zu lassen, die in der Wartung von Hochfrequenzmaschinen und in den Arbeitsschutzvorschriften geschult sind.ES IST VERPFLICHTET, die Maschine bei Fehlbedienung sofort mit der NOT-AUS-Taste abzuschalten.SIE IST STRENG VERPFLICHTET den Generator und die Maschine von allen Versorgungsmedien zu trennen, bevor Wartungs- oder Präventionsarbeiten durchgeführt werden.SIE IST STRENG VERPFLICHTET Keramikkondensatoren in Hochfrequenzgeneratoren zu entladen. Auch nach dem Abschalten können sie eine Spannung von mehreren tausend Volt aufrechterhalten, die lebensgefährlich sein kann.
ES IST STRENG VERPFLICHTET, die Schweißmaschine von Mitarbeitern bedienen zu lassen, die in der Wartung von Hochfrequenzmaschinen und in den Arbeitsschutzvorschriften geschult sind.ES IST VERPFLICHTET, die Maschine bei Fehlbedienung sofort mit der NOT-AUS-Taste abzuschalten.SIE IST STRENG VERPFLICHTET den Generator und die Maschine von allen Versorgungsmedien zu trennen, bevor Wartungs- oder Präventionsarbeiten durchgeführt werden.SIE IST STRENG VERPFLICHTET Keramikkondensatoren in Hochfrequenzgeneratoren zu entladen. Auch nach dem Abschalten können sie eine Spannung von mehreren tausend Volt aufrechterhalten, die lebensgefährlich sein kann. Die Leuchte muss immer in der Originalverpackung des Herstellers transportiert oder bewegt werden, in vertikaler Position, mit der Anode nach oben oder unten gerichtet, ohne dass die Leuchte gestoßen oder geschüttelt wird.
Die Leuchte muss immer in der Originalverpackung des Herstellers transportiert oder bewegt werden, in vertikaler Position, mit der Anode nach oben oder unten gerichtet, ohne dass die Leuchte gestoßen oder geschüttelt wird.3.0 Technische Daten
|
MaschineTyp |
ZDW-15-K |
|
Materialien zum Schweißen |
PVC, PVC-beschichtete Gewebe |
|
Stromversorgung |
3 x 480 V; 50Hz |
|
PLC-Treiber |
Delta |
|
Steuerspannung |
24 VDC |
|
Installierte Kapazität |
22 kVA |
|
HF-Ausgangsleistung |
15 kW |
|
Anpassung der Ausgangsleistung |
Manuell/Autotuner |
|
Hauptausschnitt |
40 A; verzögert |
|
Betriebsfrequenz |
27,12 MHz |
|
Frequenzstabilität |
+/- 0,6 % |
|
Antiflash-System, ZEMAT TG |
ultraschneller empfindlicher ARC-Sensor |
|
Druckluftverbrauch |
70 nl/Zyklus |
|
Druck der komprimierten Luft |
0,4-0,8 MPa |
|
Max. Elektrodenlänge |
1200 mm |
|
Größe des Arbeitstisches |
1620 x 820 mm |
|
Größe der Druckplatte |
1200 x 50 mm |
|
Hub des Stellantriebs |
~ 150mm |
|
Antrieb der Presselektrode |
pneumatisch |
|
Antrieb der Masseelektrode |
pneumatisch |
|
Druckkraft (max) |
1200 kG |
|
Generatorlampe |
ITL 12-1 |
|
Kühlmittel |
Luft |
|
Gewicht der Maschine |
~ 1100 kg |
|
Abmessungen |
SEHEN ANHÄNGE |
4.0 Technische Beschreibung
Das Hauptelement der Hochfrequenzschweißmaschine ZDW-15-K ist die tragende Struktur aus geschweißten Stahlblechen und Profilen. Alle anderen Maschinenteile sind auf dieser Struktur montiert. Die tragende Struktur kann in zwei grundlegende Teile unterteilt werden:
- Auf der Rückseite befindet sich der Hochfrequenzgenerator zusammen mit dem Anodentransformator und dem Schaltkasten. Dieser Teil ist in den abnehmbaren Abdeckungen eingeschlossen, die durch den Endschalterschlüssel geschützt sind.
Die angebrachten Abschirmungen zusammen mit den Schalttasten sollen die Emission von nicht-ionisierender Strahlung minimieren. Das Betreiben des Schweißgerätes ohne die Abschirmung ist strengstens VERBOTEN!!!
-
Die vordere - die so genannte Schweißzone, wo sich der Arbeitstisch befindet, auf dem der Bediener das Material während des Schweißvorgangs positioniert. Die Schweißung wird von der Elektrode ausgeführt, die gegen den mit der Isolierplatte ausgekleideten Arbeitstisch gedrückt wird (die Trennwand in Form einer mit der Isolierplatte ausgekleideten Aluminiumplatte kann auch verwendet werden, um eine Beschädigung des Arbeitstisches zu verhindern). Die Elektrode wird in der automatischen Halterung fixiert, die an der Kolbenstange des Stellantriebs befestigt ist. Der obere Teil des Elektrodenhalters wird mit Hilfe von dünnen Messingblechen (Masse) an der Maschinenkonstruktion befestigt. Der Schweißelektrodenhalter ist mit einer automatischen Klemme ausgestattet, die mit Hilfe des berührungsempfindlichen HMI-Panels gesteuert wird. Dank der automatischen Klemme kann der Bediener die Elektrode ohne Werkzeug wechseln. Die Elektrode wird mit Hilfe des Blechs (als Wellenleiter) an den Ausgang des Hochfrequenzgenerators angeschlossen. Die Schweißzone wird durch die bewegliche Erdungselektrode, die während des Schweißvorgangs gegen den Tisch gedrückt wird, vor nichtionisierender Strahlung geschützt, wodurch eine Art Kondensator entsteht, der die nichtionisierende Strahlung begrenzen soll.
Die angebrachten Abschirmungen zusammen mit den Schalttasten sollen die Emission von nicht-ionisierender Strahlung minimieren. Das Betreiben des Schweißgerätes ohne die Abschirmung ist strengstens VERBOTEN!!!
Die Maschine nutzt die folgenden Systeme vollständig aus:
- DIE STEUERUNG , bestehend aus der SPS mit dem berührungsempfindlichen HMI-Bedienfeld, den Bedienelementen und Anzeigen auf dem Hauptbedienfeld, das am Ausleger angebracht ist, und anderen elektrischen und elektronischen Geräten, die in dieser Maschine installiert sind; und
- DIE DRUCKLUFT-EINHEIT , die hauptsächlich aus der Druckluftaufbereitungsanlage mit Verteilerventilen und pneumatischen Stellantrieben besteht; und
- DER GENERATOR, bestehend aus einem hochfrequenten selbsterregten Generator mit Zerfallskonstanten, der hauptsächlich aus einer LC-Schaltung mit hohem Q-Faktor besteht, die auf 27,30 MHz eingestellt ist. Das System besteht auch aus der Wanderfeldröhre, dem Anodentransformator, dem Filamenttransformator und dem Röhrenkühlsystem;
Der Schweißelektrodenhalter ist mit einem automatischen Greifsystem ausgestattet, das über das HMI-Touch-Panel gesteuert wird. Es ermöglicht den werkzeuglosen Austausch der Elektroden.
![]() Die angebrachten Abschirmungen zusammen mit den Schalttasten sollen die Emission von nicht-ionisierender Strahlung minimieren. Das Betreiben des Schweißgerätes ohne die Abschirmung ist strengstens VERBOTEN!!!
Die angebrachten Abschirmungen zusammen mit den Schalttasten sollen die Emission von nicht-ionisierender Strahlung minimieren. Das Betreiben des Schweißgerätes ohne die Abschirmung ist strengstens VERBOTEN!!!
Die Maschine verfügt über ein eingebautes System (ZTG AntyCRUSH), das die Hände des Bedieners vor Quetschungen schützt. Wenn eine Hand oder ein Gegenstand, dessen Höhe sich von der Höhe des geschweißten Materials unterscheidet, unter die Schweißelektrode gelegt wird, wird die Elektrode während der Pressphase automatisch nach oben gezogen.
Die angebrachten Abschirmungen zusammen mit den Schalttasten sollen die Emission von nicht-ionisierender Strahlung minimieren. Das Betreiben des Schweißgerätes ohne die Abschirmung ist strengstens VERBOTEN!!!
Zusätzlich sind am Fahrgestell der Maschine Laseranzeigen angebracht, die eine einfache Positionierung des geschweißten Materials auf dem Arbeitstisch ermöglichen.
Die grundlegenden Teile der Maschine:
- Die Signallichtsäule;
- Das berührungsempfindliche HMI-FensterI;
- Die Bedienelemente und Anzeigen auf dem Hauptbedienfeld;
- Die Elektrodenklemme;
- Der Arbeitstisch;
- Die Fußschalter-Tasten;
- Die tragende Struktur;
- Das Druckluftaufbereitungsset;
- Die Stellschraube, mit deren Hilfe die Elektrode parallel zum Arbeitstisch eingestellt werden soll;
- Dünne Messingbleche (Masse), mit deren Hilfe der obere Teil der Elektrode an der Maschinenkonstruktion befestigt wird;
- Schweißelektrode;
- Erdungselektrode.
5.0 Montage und Installation
5.1 Informationen und Hinweise auf Beschränkungen und Gebote
Der Hersteller sorgt für eine geeignete Verpackung der Maschine für die Zeit des Transports. Art und Haltbarkeit der Verpackung sind an die Entfernung und das Transportmittel und somit an das mögliche Risiko von Transportschäden angepasst. Der Hersteller schlägt vor, dass jeder Kunde die Transportmittel und das technische Servicepersonal des Herstellers nutzt.
Die Lagerung der Maschine stellt keine besonderen Anforderungen, abgesehen von einer geeigneten Lagerumgebung.
Der Lagerraum muss einen ausreichenden Schutz gegen Witterungseinflüsse gewährleisten, er sollte möglichst trocken sein und eine akzeptable Luftfeuchtigkeit aufweisen (unter 70 %). Außerdem muss ein angemessener Korrosionsschutz gewährleistet sein, insbesondere bei Metallteilen, die aus technischen Gründen nicht lackiert sind.
Wenn die Maschine in einer Schachtel geliefert wird und in Kunststoff eingewickelt ist, der eine korrosionsschützende Atmosphäre erzeugt, sollte die Maschine während der gesamten Lagerzeit eingewickelt und verpackt bleiben.
Zum Schutz vor Feuchtigkeit empfiehlt es sich, die Maschine nicht direkt auf dem Boden des Lagerraums, sondern auf Paletten zu lagern.
Ein Bauteil, das in jeder Phase - auch bei der Lagerung - besondere Aufmerksamkeit und Handhabung erfordert, ist die Generatorlampe (Triode). Die Lampe muss in ihrer Originalverpackung, in vertikaler Position, mit der Anode nach oben oder unten gerichtet, in einem trockenen Raum gelagert werden. Bei der Lampe handelt es sich um ein Hochvakuumbauteil aus Metall und Keramik, das äußerst zerbrechlich ist und auch aus geringer Höhe nicht gestoßen oder fallen gelassen werden darf.
Das Stoßen, Fallenlassen, Schütteln oder Kippen der Lampe über einen längeren Zeitraum kann und wird in der Regel zu einer dauerhaften und irreversiblen Beschädigung der Lampe führen. Insbesondere kann der Glühfaden der Lampen-Kathode gebrochen werden, was im Extremfall zu internen Kurzschlüssen oder zum Bruch der Lampe führen kann.
ACHTUNG: Der Hersteller empfiehlt, keine schwangeren oder stillenden Frauen im Bereich der aktiven nichtionischen Strahlung zu beschäftigen..
Die obigen Bestimmungen sollen alle Personen und Dienste, die mit diesem Gerät in Berührung kommen können, über dessen hohe Anfälligkeit gegenüber allen Impulsen und Schlägen belehren und warnen. Gleichzeitig werden im Rahmen des Reklamationsverfahrens keine Ansprüche im Zusammenhang mit den oben beschriebenen Dauerschäden anerkannt.
Es sollte auch betont werden, dass die Generatorlampe ein sehr teures Bauteil ist.
Im Falle von Zweifeln wird empfohlen, das Fachpersonal des Herstellers zu konsultieren.
5.2 Transport der Maschine
Die Partei, die für den Transport und die Installation der Maschine am Standort des Auftraggebers verantwortlich ist, sollte in der Phase der Vertragsunterzeichnung und spätestens nach der Endabnahme der Maschine am Standort des Herstellers bestimmt werden, bevor das Gerät an den Auftraggeber übergeben wird.
ACHTUNG: Ein unvorsichtiger Umgang mit dem Gerät während des Transports / Umzugs kann zu schweren Verletzungen oder Unfällen führen.
Es ist VERBOTEN, die Maschine von Personen montieren, demontieren oder transportieren zu lassen, die nicht über die entsprechenden Qualifikationen verfügen oder nicht mit den in dieser Betriebs- und Wartungsanleitung beschriebenen Sicherheitsanforderungen vertraut sind. Solche Handlungen können Unfälle oder Sachschäden verursachen.
In Anbetracht des spezifischen Charakters des Geräts empfiehlt der Hersteller jedem Auftraggeber, die Transportmittel und das technische Servicepersonal des Herstellers zu nutzen.
Die Leistungsröhre muss vor jedem Transport oder jeder Bewegung demontiert werden.
Die Leuchte muss immer in der Originalverpackung des Herstellers transportiert oder bewegt werden, in vertikaler Position, mit der Anode nach oben oder unten gerichtet, ohne dass die Leuchte gestoßen oder geschüttelt wird.
ACHTUNG: Die Maschine sollte in vertikaler Position transportiert werden.
Aufgrund der Größe und des Aufbaus der Maschine ist es erforderlich, einige Komponenten und Einheiten für die Zeit des Transports oder Umzugs zu demontieren und abzutrennen. Es ist notwendig, zerbrechliche und teure Bauteile und Werkzeuge zu demontieren (die in einem separaten Koffer transportiert werden sollten). Es ist unbedingt erforderlich, die Generatorlampe zu demontieren.
Die Maschine sollte mit Hilfe von Hebevorrichtungen - Kränen, Gabelstaplern, Palettenhubwagen - mit ausreichender Tragkraft bewegt werden, die einen sicheren Transport des Generators ermöglichen, wobei die Personen, die diese Hebevorrichtungen bedienen, über alle gültigen Lizenzen und gesetzlich vorgeschriebenen Qualifikationen verfügen sollten.
Alle Teile der Maschine, die während des Transports (wenn nicht ein Verpackungskarton mit hoher Widerstandsfähigkeit verwendet wird) oder durch Hebe- oder Transportvorrichtungen beschädigt werden könnten, sollten entsprechend gesichert werden (vorausgesetzt, sie werden demontiert und separat verpackt).
Um einen stabilen Stand des Geräts zu gewährleisten, ist es sehr wichtig, einen angemessenen Schutz der Maschine für die Zeit des langen Transports (Sicherheitsgurte, Verankerungsbolzen) sowie Schutz und Hilfe beim Transport auf der Baustelle zu gewährleisten.
Wenn die Maschine nicht mit entsprechenden Beschlägen ausgestattet ist, können auch andere verfügbare Löcher oder Elemente von ausreichender Haltbarkeit verwendet werden, um sicherzustellen, dass der Generator und andere Teile der Maschine richtig ausgewuchtet und stabilisiert werden.
Das Gewicht der Maschine (ca. 1100 kg) muss bei der Planung des Transports unbedingt berücksichtigt werden.
5.3 Installation am Einsatzort
Je nach Komplexität der Maschine sollte die Installation am Einsatzort vom Personal des Bestellers, das diese Betriebs- und Wartungsanleitung gelesen hat, oder vom technischen Servicepersonal des Herstellers in Zusammenarbeit mit dem Personal des Bestellers durchgeführt werden.
Bitte denken Sie daran, dass die richtige Positionierung und Installation des Schweißgeräts von entscheidender Bedeutung ist, um seine optimale Funktion sowie den Komfort und die Sicherheit des Bedieners in der Umgebung des Geräts zu gewährleisten.
Der Auftraggeber ist verantwortlich für die Vorbereitung des Aufstellungsortes, die Verfügbarkeit und die Vorbereitung der elektrischen Anschlüsse sowie die Realisierung der besonderen Anforderungen der technischen Auslegung und der technischen Abnahmeprüfung, die den gesamten Generator für den Betrieb freigibt.
Der Hersteller wird dem Besteller alle diesbezüglich erforderlichen Anweisungen und Informationen zur Verfügung stellen.
ACHTUNG: Vergewissern Sie sich, dass der Boden / die Oberfläche / das Fundament, auf dem die Maschine aufgestellt werden soll, unter Berücksichtigung des Gewichts, der Oberfläche und der Verteilung des Maschinengewichts auf die Auflagepunkte (in der Regel die Beine) ausreichend haltbar ist.
ACHTUNG: Das Gerät muss ordnungsgemäß nivelliert sein und einen festen Platz für den Betrieb haben.
Der optimale Einsatzort des HF-Schweißgeräts ist die Betonoberfläche, die nicht oder nur mit einer sehr dünnen Schicht aus nichtleitendem Material bedeckt ist.
Die Oberfläche sollte in Übereinstimmung mit der jeweiligen Konstruktion unter Beachtung der Bau- und Sicherheitsnormen sowie der Anforderungen an parallele, senkrechte und ebene Positionen hergestellt werden.
ACHTUNG: Der Auftraggeber ist allein für die Erfüllung der vorgenannten Bedingungen verantwortlich.
Nach dem Aufstellen der Schweißmaschine am gewählten Ort ist es notwendig, die Maschine zu nivellieren, ihren technischen Zustand zu überprüfen und alle Mängel zu beseitigen, die während des Transports entstanden sein könnten. Anschließend wird der Generator ausgepackt, positioniert, nivelliert und befestigt. Die Lampe des Hochfrequenzgenerators sollte ganz am Ende des Installationsprozesses montiert werden. Diese Aufgabe muss mit besonderer Sorgfalt durchgeführt werden, sowohl beim Einsetzen der Lampe in die Fassung/den Sockel als auch beim Anschluss der elektrischen Kontakte der Lampe. Verbinden Sie die Stecker des Steuerpults mit den entsprechend gekennzeichneten Buchsen an der Presse. Es wird empfohlen, dass die Installation der Maschine nach dem Transport unter direkter Aufsicht eines Vertreters des Herstellers erfolgt.
ACHTUNG: Wenn die oben genannten Aufgaben von einem Vertreter des Kunden ausgeführt werden, müssen sie streng nach der Beschreibung in diesem Betriebs- und Wartungshandbuch und/oder den Anweisungen des Herstellers bei der technischen Abnahme durchgeführt werden.
Aufgrund des erzeugten Magnetfelds sollten keine großen Metallgegenstände in der Nähe des Geräts aufgestellt werden. Das Gerät kann den Betrieb elektronischer Geräte (Radio, Fernseher, Computer), die sich in der Nähe des Geräts befinden, aufgrund der hohen Eingangsempfindlichkeit dieser Geräte beeinträchtigen. Der optimale Aufstellungsort für das Gerät ist eine Betonfläche, die nicht oder nur mit einer sehr dünnen Schicht aus nichtleitendem Material bedeckt ist.
5.4 Installation am Einsatzort
5.4.1 Installation am Einsatzort
ACHTUNG: Der Hersteller empfiehlt dringend, das Gerät nur in industrieller Umgebung zu installieren.
Die Maschine, die Gegenstand dieses Betriebs- und Wartungshandbuchs ist, wurde für den Einsatz in industrieller Umgebung zur Bearbeitung von Förderbändern entwickelt und hergestellt.
Die besonderen Betriebsbedingungen der Geräte, d. h. hohe Luftfeuchtigkeit, hohe Temperatur, Dampf und Staub, wurden von den Konstrukteuren der Maschine berücksichtigt und beeinträchtigen ihren Betrieb nicht, sondern stellen strengere Anforderungen an die Durchführung von Präventivprogrammen.
Die Maschine darf nicht in explosionsgefährdeter Atmosphäre, in stark staubhaltiger Atmosphäre, in Umgebungen mit hoher Luftfeuchtigkeit und/oder hoher Temperatur und in Gegenwart aggressiver Dämpfe (säurehaltig, basisch, organisch oder anorganisch, mit potenziell oder tatsächlich korrosiver Wirkung) verwendet werden.
Die Temperatur der Arbeitsumgebung sollte zwischen +10º C und +40º C liegen und die relative Luftfeuchtigkeit zwischen 30% und 90%. Die Kondensation von Luftfeuchtigkeit oder aggressiven Substanzen auf der Oberfläche der Maschine (oder eines ihrer Bauteile) ist nicht zulässig.
Es ist erforderlich, dass die langfristige Temperaturamplitude während des Tages im Betriebsraum des Generators 10º C und im Falle der relativen Luftfeuchtigkeit 10% nicht überschreitet.
Die obige Klausel gilt nicht für Medien oder Stoffe, die zur Schmierung, Konservierung oder für nicht-aggressive Stoffe, die im Zuge der Herstellung/des Betriebs des Geräts verwendet werden.
ACHTUNG: Bei großen Unterschieden zwischen der Außentemperatur und der Temperatur in dem Raum, in dem das Gerät aufgestellt ist, sollte das Gerät erst 24 Stunden nach seiner Aufstellung in dem Raum in Betrieb genommen werden.
5.4.2 Beleuchtung
Die Anforderungen an die Mindestlichtstärke besagen, dass auf der horizontalen Betriebsfläche die Beleuchtungsstärke, die in Räumen mit längerem Aufenthalt von Personen akzeptiert werden kann, unabhängig davon, ob visuelle Tätigkeiten ausgeführt werden, 300 lx betragen sollte.
Bei visuellen Tätigkeiten mit überdurchschnittlich hohem Schwierigkeitsgrad und hohem Sehkomfort sowie wenn die Mehrheit der Bediener über 40 Jahre alt ist, sollte die erforderliche Lichtstärke über dem Minimum liegen, d. h. mindestens 500 lx betragen.
5.4.3 Lärm
Die Maschine erzeugt keinen Lärm, der den Einsatz von Personenschutzmitteln oder -vorrichtungen erforderlich machen würde.
Es ist jedoch zu bedenken, dass jede Arbeitsumgebung ihre eigenen Geräuschemissionen hat, die sich auf den Geräuschpegel auswirken können, den die Maschine während ihres Betriebs erzeugt.
5.5 Verbindungsparameter
5.5.1 Elektrische Energie
Anschluss: 3 x 480V; 50Hz (3P+N+PE), Überstromschutz mit verzögerten Eigenschaften. Die Installation des Kunden muss Schutzmaßnahmen gegen elektrischen Schlag gewährleisten, die der EN 60204-1:2001 entsprechen.
ACHTUNG: Prüfen Sie nach dem Einbau der Röhre immer die Glühspannung - siehe technische Daten der Röhre.
5.5.2 Pressluft
Druck: 0,4 - 0,8 MPa, geforderte Reinheitsklasse nach ISO8573-1 4-4-4, Verbrauch: 70 nl pro Zyklus.
ACHTUNG: Wenn der Druck im System des Endverbrauchers höher als 0,8 MPa ist, muss er mit einem am Anschluss der Schweißmaschine montierten Reduzierventil auf etwa 0,6 MPa reduziert werden.
5.6 Verbindungsparameter
Abhängig von der Komplexität der Anlage und den Qualifikationen und Lizenzen der Mitarbeiter wird der Anschluss der Schweißmaschine am Einsatzort von Personen durchgeführt, die vom Auftraggeber ausgewählt wurden, oder von technischen Servicemitarbeitern des Herstellers in Zusammenarbeit mit dem Personal des Auftraggebers, gegen einen Aufpreis oder kostenlos, was immer vor der Übergabe der Maschine vom Standort des Herstellers an den Auftraggeber vereinbart wird.
Es ist immer zu prüfen, ob alle Anschlüsse entsprechend der Dokumentation des Gerätes vorgenommen wurden.
Es ist darauf hinzuweisen, dass die vorgenannten Aufgaben eine entsprechende Qualifikation des Personals erfordern, einschließlich entsprechender Lizenzen der zuständigen Stellen.
Sie gilt sowohl für spezialisierte Qualifikationen als auch für abgeschlossene und gültige Schulungen im Bereich Sicherheit und Gesundheitsschutz am Arbeitsplatz, insbesondere auch für die mit diesen Aufgaben verbundenen Risiken.
6.0 Betrieb
6.1 Vorbereitung der Maschine für den Betrieb - Erstinbetriebnahme
ACHTUNG: Um die Maschine optimal und sicher nutzen zu können, lesen Sie bitte alle Anweisungen in dieser Betriebs- und Wartungsanleitung sorgfältig durch und befolgen Sie diese.
Es ist VERBOTEN, Arbeiten an der Schweißmaschine durch Personen auszuführen, die nicht zuvor in der Bedienung von Hochfrequenzmaschinen und in den Arbeitsschutzbestimmungen unter besonderer Berücksichtigung der von der Maschine ausgehenden Gefahren geschult wurden.
Unter der Voraussetzung, dass alle Installationsvoraussetzungen erfüllt sind und die unter Punkt 5 beschriebenen Arbeiten durchgeführt wurden, sind wir bereit, die Schweißmaschine erstmals in der Produktionsumgebung des Auftraggebers in Betrieb zu nehmen.
ACHTUNG: Die erste Inbetriebnahme der Maschine sollte in Anwesenheit und unter Aufsicht von Vertretern des Herstellers erfolgen.
6.2 Betriebsanforderungen - Allgemeine Hinweise und Richtlinien
Alle Einstellungen und Kalibrierungen, die für die korrekten Betriebsparameter des Geräts erforderlich sind, wurden vom Hersteller während der Montage und der internen Testverfahren durchgeführt. Die allgemeine Konformität mit den vertraglichen technischen Anforderungen und der korrekte Betrieb der Maschine werden bei der technischen Abnahme bestätigt, die am Standort des Herstellers in Anwesenheit eines Vertreters des Auftraggebers und unter Verwendung von Original-Rohmaterialien, die vom Auftraggeber zu Testzwecken geliefert wurden, stattfindet.
ACHTUNG: Aufgrund der spezifischen Eigenschaften der Geräte, die Hochfrequenzenergie aussenden, ist es notwendig, bestimmte Messungen am Einsatzort des Gerätes am Standort des Auftraggebers durchzuführen. Aus demselben Grund ist es sehr wichtig, dass die Maschine einen festen Betriebsort hat.
VOR DEM BETRIEB UNBEDINGT ZU KONTROLLIEREN IST:
- Wirksamkeit von Schutzmaßnahmen gegen Stromschlag;
- Versorgungsspannung - Wert und Korrektheit der Phasenverbindung;
- Drehrichtung des Motors (falls zutreffend);
- Spannung der Glühlampe;
ACHTUNG: Die Lampenspannung muss mit den Angaben im Datenblatt des Produkts übereinstimmen - sie kann über Abzweigungen auf der Primärseite des Glühlampentransformators eingestellt werden.
ACHTUNG: Aufgrund des spezifischen Charakters des Geräts ist es immer notwendig, das Personal über die hohe Versorgungsspannung der Anode der Lampe und das potenzielle Risiko eines tödlichen elektrischen Schlags durch elektrischen Strom mit einer Spannung von bis zu 8000 VDC zu warnen und zu informieren.
ACHTUNG: Die Lampe muss nach der Installation etwa eine Stunde lang vorgewärmt werden.
- Position des Halters an der Basis des Arbeitstisches;
- Emission eines elektromagnetischen Feldes - nach der Einstellung der Schweißparameter, während des Schweißvorgangs;
ACHTUNG: Die Hochfrequenz-Schweißmaschine ist eine Quelle nicht-ionischer elektromagnetischer Strahlung. Nach der Installation der Maschine beim Käufer muss eine Messung der nicht-ionischen Strahlung durchgeführt werden. Die Strahlungsmessungen sollten von einem autorisierten Unternehmen durchgeführt werden.
ACHTUNG: Das Gerät muss an einem festen Arbeitsplatz arbeiten, da die Umstellung eine neue Messung der Intensität der nichtionischen Strahlung erfordert.
ACHTUNG: Personen mit implantiertem Herzschrittmacher dürfen sich nicht in der Zone mit aktiver nichtionischer Strahlung aufhalten.
ACHTUNG: Der Hersteller empfiehlt, keine schwangeren oder stillenden Frauen im Bereich der aktiven nichtionischen Strahlung zu beschäftigen.
WICHTIG: Wenn die Hochspannungskreise bei abgeklemmter Anode versehentlich angeschlossen wurden oder die Generatorlampe defekt ist, müssen die Hochspannungsfilterkondensatoren durch sehr kurzes Kurzschließen mit dem Gehäuse entladen werden.
ACHTUNG: Alle Tätigkeiten während der Inbetriebnahme und der Messungen, wenn das Sicherheitsniveau niedriger ist (offene Schutzschirme, blockierte Schlüsselschalter), müssen so wenig Zeit wie möglich in Anspruch nehmen, und das volle Sicherheitsniveau des Maschinenbetriebs muss so schnell wie möglich gewährleistet sein.
ACHTUNG: Alle Kontroll- und Messvorgänge müssen durchgeführt werden, nachdem überprüft wurde, ob sich die Schalter für die Einstellung der Anodenspannung in der Position 0 - OFF befinden (dies gilt nicht für die Messung der Emission des elektromagnetischen Feldes).
ACHTUNG: Alle Kontroll- und Messtätigkeiten dürfen nur von autorisiertem Personal durchgeführt werden.
Es ist IMMER VERBOTEN, den Schweißvorgang zu starten, d.h. die Hochspannung der Lampe einzuschalten, die die Hochfrequenzspannung an der isolierten Elektrodenhalterung auslöst, wenn das Sicherheitsniveau des Gerätebetriebs reduziert ist.
Die Maschine ist für den Betrieb im automatischen Zyklus ausgelegt. Der Automatikbetrieb ist die Standardbetriebsart des Geräts während des Produktionsprozesses.
Die Hochfrequenzschweißmaschine ermöglicht den Betrieb im manuellen Modus zu Einstellzwecken.
Maschinenbediener sollten immer normale Arbeitskleidung und rutschfeste Schuhe tragen.
Die Arbeitsumgebung des Geräts, der Boden und die Handgriffe müssen stets sauber und frei von Verunreinigungen, Fett oder Schlamm sein, um das Risiko eines Ausrutschens oder Sturzes so gering wie möglich zu halten.
Benutzen Sie die Arbeitsmaschine niemals ohne die festen oder beweglichen Schutzelemente. Kontrollieren Sie regelmäßig, ob alle Schutzgitter und alle anderen Schutzelemente richtig montiert sind und einwandfrei funktionieren.
Nur autorisierte Personen, die in der Bedienung der Maschine und im Arbeitsschutz geschult sind, dürfen direkten Kontakt mit der Maschine haben.
Jeder Bediener des Geräts muss über die Funktionen der Schutzelemente der Maschine und deren ordnungsgemäße Verwendung unterwiesen werden.
In der Umgebung des Geräts (ca. 1,5 m um den Generator und die Presse) dürfen sich keine Gegenstände befinden, die den Betrieb des Geräts stören könnten. Dieser Bereich muss sauber gehalten werden und über eine angemessene Beleuchtung verfügen.
Verwenden Sie niemals die Manipulatoren der Maschine oder flexible Rohre als Halterung. Denken Sie daran, dass jede versehentliche Bewegung des Gerätemanipulators versehentlich den Schweißprozess starten, die Parameter ändern oder sogar den Ausfall der Maschine oder die Beschädigung ihrer Werkzeuge verursachen kann.
ES IST VERPFLICHTET, die Aufsichtsperson und / oder das Verkehrspersonal über alle Fälle von Fehlbedienung des Geräts zu informieren.
6.3 Für den Bediener verfügbare Bedienelemente und Anzeigen
Alle Bedienungs- und Anzeigeelemente des Schweißgeräts sind entweder an der Konstruktion oder am Bedienpult leicht zu finden. Bevor der Maschinenbediener mit der Arbeit beginnt, sollte er sich mit der Anordnung der Bedienelemente und Anzeigen an der Maschine sowie mit den Funktionen, die sie steuern, vertraut machen.
Die vollständige Liste der oben genannten Bedienungs- und Anzeigeelemente, die dem Bediener zur Verfügung stehen, ist unten beigefügt:
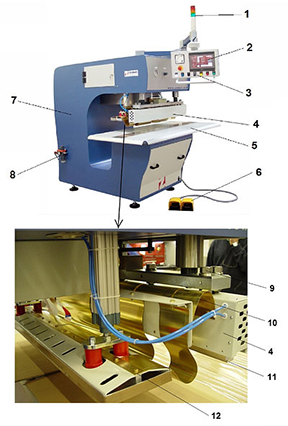
- HAUPTSCHALTER - einem Schalter (Abb. 3) zum Ein- und Ausschalten der Stromversorgung. 1-ON bedeutet, dass der Schalter eingeschaltet ist, während die Stellung 0-AUS bedeutet, dass der Schalter ausgeschaltet ist.

- HMI-PANEL - das berührungsempfindliche Paneel (Abb. 5) dient zur Änderung der Einstellparameter der Maschine und soll eine zuverlässige Informationsquelle über den aktuellen Zustand der Schweißmaschine sein. Siehe Kapitel 5. für weitere Informationen über die Durchführung von Wartungsarbeiten an der berührungsempfindlichen Tafel.
- POWER - eine Anzeige, die weiß blinkt, wenn das Gerät an das Stromnetz angeschlossen ist (Abb.5).
- RESTART - die blaue Drucktaste (Abb. 5), die zum Neustart des Steuerungs- und Schutzsystems der Maschine verwendet werden sollte, wenn die Alarmmeldung auf der HMI-Tafel angezeigt wird.
- HF AUS/EIN - einen Schalter, mit dessen Hilfe der HF-Strom freigegeben oder angehalten werden kann (wenn er sich in AUS Position bedeutet, dass die HF-Schweißung nicht durchgeführt werden kann)
 Solange es sich um das Standardschweißverfahren handelt, ist die HF AUS/EIN Schalter sollte in ON Position.Wenn der HF OFF/ON-Schalter auf OFF gestellt wird, bedeutet dies, dass der Arbeitszyklus durchgeführt werden kann, ohne den HF-Strom freizugeben.
Solange es sich um das Standardschweißverfahren handelt, ist die HF AUS/EIN Schalter sollte in ON Position.Wenn der HF OFF/ON-Schalter auf OFF gestellt wird, bedeutet dies, dass der Arbeitszyklus durchgeführt werden kann, ohne den HF-Strom freizugeben. - ELEKTRODE AUF/AB - ein Joystick, mit dessen Hilfe die Elektrode entweder angehoben oder abgesenkt werden kann (Abb. 5).
- HF - wenn die Anzeige gelb blinkt, bedeutet dies, dass der HF-Schweißprozess eingeschaltet ist (Abb.5).
- STOP HF - der rote Druckknopf (Abb. 5) dient zum Abschalten des Hochfrequenzschweißprozesses.
- START HF - der rote Druckknopf (Abb.5) dient zum Einschalten des Hochfrequenzschweißprozesses.
- NOT-AUS - Die rote Pilztaste (Abb. 5) ist eine Taste, die nur gedrückt werden sollte, wenn die Funktionen der Maschine sofort gestoppt werden müssen oder wenn die Funktionen der Maschine oder die Umgebung des Bedieners eine Gefahr für die Produktion oder die Sicherheit darstellen.Die NOT-AUS-Taste sollte nicht überstrapaziert werden, sie ist nur für den Notfall gedacht.
- ANODE STROM - Das Panel-Amperemeter (Abb. 5) soll den Wert der Stromstärke im La-Anodenkreis anzeigen und dem Bediener eine Sichtprüfung des Schweißprozesses ermöglichen (Volllastcharakteristik des Generators).
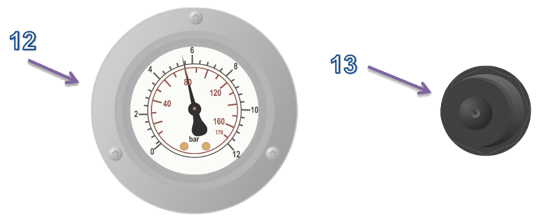
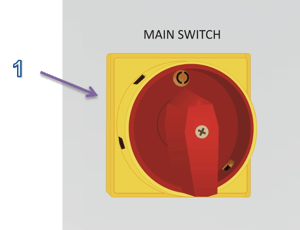
- DRUCK - Manometer (Abb. 6) soll die Höhe des Drucks der Druckluft im pneumatischen System anzeigen, mit dessen Hilfe die Elektrode auf den Tisch gedrückt wird.
- DRUCKEINSTELLUNG - der Handeinstellknopf des Druckminderers (Abb. 6) ist ein Knopf, der zur Einstellung des Druckniveaus im pneumatischen System dient, mit dessen Hilfe die Elektrode auf den Tisch gedrückt wird. (Ziehen Sie den Knopf und: eine Drehung nach rechts - der Druck steigt, eine Drehung nach links - der Druck sinkt);
![]() Der Druck im pneumatischen System, mit dem die Elektrode gegen den Tisch gedrückt wird, übersteigt nie den Druck, der die Maschine antreibt.
Der Druck im pneumatischen System, mit dem die Elektrode gegen den Tisch gedrückt wird, übersteigt nie den Druck, der die Maschine antreibt.
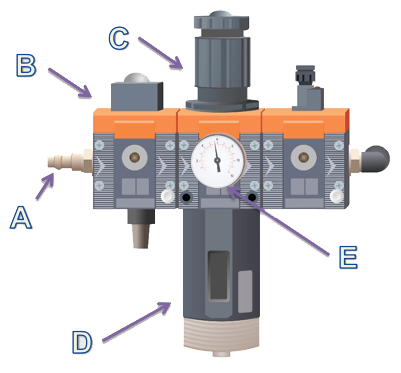
14. DRUCKLUFTAUFBEREITUNGSSYSTEM - besteht aus:
- Der Druckluftanschluss, an den der Druckluftschlauch angeschlossen werden soll. Der Schlauch soll das System mit Druckluft im Bereich von 0,4 bis 0,8 MPa versorgen;
- Das manuell betätigte Druckluftabsperrventil (zum Öffnen des Ventils - nach links drehen und auf ON stellen; eine Drehung nach rechts - die OFF-Stellung - das Ventil ist geschlossen);
- Das handbetätigte Druckreduzierventil ist ein Ventil, das zur Druckeinstellung im Pneumatiksystem der Maschine dient (Ventil hochziehen und drehen: eine Drehung nach rechts - höherer Druck, eine Drehung nach links - niedrigerer Druck), der Nennbetriebsdruck der Maschine beträgt 0,6 MPa;Der Druck im pneumatischen System darf nie höher sein als der Druck, der die Maschine antreibt.
- Der Druckluftfilter zusammen mit dem Kondenswasserablassmechanismus;
- Das Manometer, das die Höhe des Drucks im Druckluftsystem der Maschine anzeigt;
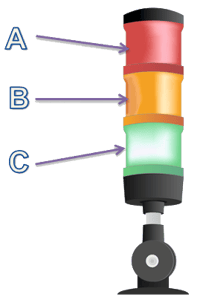
- Die rote Farbe zeigt einen Fehler an, und gleichzeitig sollte die Alarmmeldung auf dem berührungsempfindlichen Bedienfeld der HMI angezeigt werden.Die Alarmmassagen werden gelöscht und das rote Licht an der Signallichtsäule hört auf zu blinken, wenn die RESTART-Taste gedrückt wird. Sollten die Bemühungen vergeblich gewesen sein und die Alarmmeldung nach Betätigung der RESTART-Taste nicht gelöscht worden sein, so kann dies bedeuten, dass die Ursache für das Auftreten der Störung noch nicht beseitigt worden ist. Siehe Kapitel 0. für weitere Informationen zu den Alarmmeldungen.
- Orange Farbe zeigt an, dass das Hochfrequenzschweißgerät in Betrieb ist.
- Die grüne Farbe zeigt an, dass die Maschine einsatzbereit ist.
 Abb. 9: Die Fußschaltertasten:,
Abb. 9: Die Fußschaltertasten:,
17. ELEKTRODE AB - ein Fußschalterschlüssel ist ein Werkzeug, das zum Absenken der Elektrode verwendet wird.
Da das vorgenannte System einwandfrei funktionieren muss, wird dringend empfohlen, die Einstellung des Höhenbegrenzers so vorzunehmen, dass er die untere Position der Elektrode anzeigt. Eine unsachgemäße Einstellung des Höhenkontrollschiebers des Endschalters kann sowohl zu einer selbstausgelösten Notanhebung der Elektrode als auch zum Erscheinen der folgenden Alarmmeldung auf dem HMI-Display führen: NOT-ELEKTRODE OBEN.Das Verfahren zur richtigen Einstellung des Höhenkontrollsystems:
- Setzen Sie die gewählte Elektrode in den Halter ein und schließen Sie das HMI Halter → Optionen → Elektrode → geschlossen,
- Legen Sie das Material auf den Arbeitstisch - wie beim Schweißen,
- Senken Sie den Halter mit der Elektrode auf das Material ab (so, dass die Elektrode das Material nur berührt, ohne Druck auszuüben) und lassen Sie ihn stehen,
- Lösen Sie die beiden Klemmschrauben, mit denen der Endschalter befestigt ist, und verschieben Sie den Endschalter so, dass sich seine Rolle auf der Höhenanzeige der Elektrode befindet (Abb. 9), und lösen Sie dann die Klemmschrauben, mit denen der Schalter befestigt ist.
- Heben Sie den Elektrodenhalter in seine obere Position,
- Senken Sie den Elektrodenhalter ab, drücken Sie ihn gegen das Material und prüfen Sie, ob die Schalterrolle an der Höhenanzeige der Elektrode anhält. Wenn das Schutzsystem gegen Quetschungen in Betrieb ist und die Elektrode dadurch in ihre obere Position angehoben wird, muss die untere Position des Endschalters neu eingestellt werden.
ACHTUNG! Manipulationen mit dem Endschalter, der die untere Position der Elektrode anzeigt, sind mit Ausnahme der oben genannten streng verboten. Die Nichtbeachtung der Warnung des Herstellers kann zu einem schweren Ausfall der Maschine und in der Folge zu schweren Körperverletzungen führen.
 Abb.10. Endschalter zur Anzeige der unteren Position der Elektrode.
Abb.10. Endschalter zur Anzeige der unteren Position der Elektrode.
6.5 Programmierung und Bedienung des berührungsempfindlichen Bediengeräts
ACHTUNG! Jeder Wert der in den Grafiken dieses Handbuchs dargestellten Parameter ist willkürlich gewählt und sollte vom Bediener der Maschine nicht beachtet werden. Die Werte der Parameter sollten aus der praktischen Erfahrung des Anwenders abgeleitet werden, da sie je nach Art des geschweißten Materials oder der eingesetzten Instrumente stark variieren können.
![]() Im HMI-Panel werden alle editierbaren Werte der Parameter auf weißem Hintergrund angezeigt. Um einen Parameter anzuzeigen, muss der Benutzer auf seinen Wert drücken, woraufhin die Bildschirmtastatur geöffnet wird. Die Daten können durch Drücken der Eingabetaste gespeichert werden.
Im HMI-Panel werden alle editierbaren Werte der Parameter auf weißem Hintergrund angezeigt. Um einen Parameter anzuzeigen, muss der Benutzer auf seinen Wert drücken, woraufhin die Bildschirmtastatur geöffnet wird. Die Daten können durch Drücken der Eingabetaste gespeichert werden.
6.5.1 Anschluss an die Stromquelle
Kurz nachdem die Maschine an eine Stromquelle angeschlossen wurde, erscheint auf dem HMI-Display ein Alarmfenster mit der folgenden Meldung:
NOT-HALT
In dieser Situation muss die Maschine neu gestartet werden, d.h. die blaue Taste RESTART muss gedrückt werden. Dann muss man 30 Sekunden warten, bis die Maschine arbeitsbereit ist und in den Stand-by-Modus übergeht, was man daran erkennt, dass eine Leuchtanzeige in der Lichtsignalsäule grün blinkt und der im HMI-Hauptfenster angezeigte Fortschrittsbalken grün blinkt. Falls die Alarmmeldung nicht von der HMI-Anzeige verschwindet, siehe Kapitel 0.
6.5.2 Alarmmeldungen
Wenn eine Maschinenstörung auftritt oder wenn eines der Schutzsysteme eingeschaltet wird oder wenn andere Anomalien in der Funktion der Maschine festgestellt werden, wird eine der Alarmmeldungen auf dem berührungsempfindlichen Bedienfeld der HMI angezeigt. Alle Alarmmeldungen werden mit Hilfe der Taste RESTART gelöscht.Die Arten von Alarmmassagen:
EMERGENCY STOP - diese Art von Meldung wird angezeigt, wenn:
- die Maschine eingeschaltet ist - der Sicherheitskreis der Maschine muss immer überprüft werden, wenn die Taste RESTART gedrückt wird,
- der rote NOT-AUS-Taster mit Pilzkopf wurde gedrückt und hat sich verklemmt. Er muss durch Drehen des Kopfes nach rechts entriegelt werden.
- eine der Abschirmungen wurde abgenommen - die Abschirmungen sind mit Schlüsselschaltern ausgestattet, die sich nur dann einschalten, wenn die Abschirmungen richtig platziert und festgezogen sind,
RESET-SCHALTUNG IM SICHERHEITSRELAIS PRÜFEN - bedeutet, dass der Sicherheitskreis der Maschine wahrscheinlich beschädigt wurde. In einem solchen Fall sollte der Kundendienst des Herstellers kontaktiert werden.
BESCHÄDIGUNG DES SICHERHEITSVENTILS - bedeutet, dass eine Unregelmäßigkeit in der Funktion des Ventils aufgetreten ist, das die Elektrode in ihre obere Position anhebt, wie im Falle einer Störung. In einem solchen Fall sollte der Kundendienst des Herstellers kontaktiert werden.
NIEDRIGER LUFTDRUCK IN DEN STÜTZKYLINDERN - bedeutet, dass der Luftdruck in den Servomotoren, die die Elektrode stützen, zu niedrig ist, was dazu führen kann, dass sich die Elektrode schnell absenkt und auf den Tisch aufschlägt. Der Druckluftdruck im Kreislauf dieser Stellmotoren sollte angepasst werden.
SCHWEISSPARAMETER NICHT ERREICHT - Die Steuerungssoftware der Maschine enthält einen Algorithmus, der überprüft, ob jede Teilschweißung ordnungsgemäß ausgeführt wurde. Wenn während der Schweißung die vorgegebenen Parameter nicht erreicht werden oder die Schweißung vor Abschluss der Aufgabe abgebrochen wird, wird die oben genannte Meldung angezeigt. Die Qualität der Schweißung wird dann überprüft, und wenn sie nicht zufriedenstellend ist, muss die Aufgabe wiederholt werden.
ELEKTRODENTEMPERATUR - diese Meldung signalisiert, dass die maximal zulässige Elektrodentemperatur (80oC) überschritten wurde - das Gerät wird in den Notbetrieb versetzt. Sie sollten abwarten, bis die Elektrode abgekühlt ist und dann prüfen, ob die Temperatureinstellung am Temperaturregler zu hoch ist. Eine andere Möglichkeit ist, dass der Aufwärmkreis der Elektrode ausgefallen ist. In einem solchen Fall sollte der Kundendienst des Herstellers kontaktiert werden.
TUBE TEMPERATURE - diese Art von Massage bedeutet, dass entweder die Wanderfeldröhrenkühlung nicht vorhanden ist oder dass das Kühlsystem versagt und wird angezeigt, wenn:
- die Sicherungen, die den Stromkreis des Ventilators, der die Wanderfeldröhre kühlen soll, schützen sollen, sind ausgeschaltet;
- Das Schütz, das den Ventilator auslösen soll, der die Röhre abkühlen soll, ist entweder ausgeschaltet oder beschädigt;
- Das bedeutet, dass sich die Wanderfeldröhre zu stark erwärmt hat und dadurch der Splint des Röhrenbandes, der über eine Schnur mit dem Endschalter verbunden war, ausgelötet wurde.
 Abb.11. Das Wärmeschutzsystem der Röhre.
Abb.11. Das Wärmeschutzsystem der Röhre. - Ein Splint wird mit Hilfe eines Lotes, dessen Schmelzpunkt viel niedriger ist als der, bei dem die Röhre überhitzt (beschädigt) wurde, an ein Röhrenband gelötet. Wenn die Temperatur der Lampe zu stark ansteigt, fällt der Splint aus dem Band heraus, und als Folge davon wird der Endschalter ausgelöst, gleichzeitig wird die Alarmmeldung angezeigt und die Stromzufuhr für ein Glühen in der Röhre wird unterbrochen. Dann sollte die Ursache der Überhitzung beseitigt werden.
ACHTUNG! Die Schnur darf nicht an anderen Teilen der Maschine befestigt werden, sondern nur am Splint des Bandes, das am Rohr angeschraubt wurde. Die Nichtbeachtung des genannten Hinweises kann zu einer Blockierung des Endschalters führen, was eine Überhitzung des Laufwellenrohres und in der Folge dessen Beschädigung zur Folge haben kann.
![]() If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC), so dass das reparierte Teil wieder mit dem Rohr verbunden werden kann.
If the cotter pin gets separated from the band than the band should be taken off from the tube, the pin should be soldered to the band with the standard solder used in electronic engineering (Melting point < 190oC), so dass das reparierte Teil wieder mit dem Rohr verbunden werden kann.
Die Überhitzung der Röhre kann verursacht werden durch:
- den Schmutz, der sich entweder im Generator oder im Röhrenkühler befindet;
- der Ausfall des Röhrenkühlgebläses oder der Ausfall des Gebläsestromversorgungssystems;
- die Verstopfung der Belüftungsöffnungen der Maschine oder die übermäßige Ansammlung von Erde durch die in den Belüftungsöffnungen installierten Filter;
- die zu hohe Umgebungstemperatur.
ANTIFLASH - diese Art der Meldung bedeutet, dass das Schutzsystem gegen einen Lichtbogenüberschlag während des Schweißens ausgelöst wurde - vergewissern Sie sich aufgrund dieser Meldung, dass weder die Isolierunterlage, das geschweißte Material noch die Schweißelektrode beschädigt worden sind.
ANODE OVERLOAD - diese Meldung bedeutet, dass der Grenzwert für den Anodenanstieg überschritten wurde und die Parameter für die in der Schweißung freigesetzte Leistung angepasst werden müssen.
GRID OVERLOAD - diese Meldung bedeutet, dass der Grenzwert für den Netzanstieg überschritten wurde und die Parameter für die in der Schweißnaht freigesetzte Leistung angepasst werden müssen.
NIEDRIGER LUFTDRUCK - diese Meldung bedeutet, dass der Luftdruck im pneumatischen System zu niedrig ist oder zu wenig Luft vorhanden ist. Vergewissern Sie sich, dass der Schlauch, der die Druckluft liefert, an die Maschine angeschlossen ist, oder dass das Niveau der Druckluft angemessen ist, und stellen Sie dann mit Hilfe des Druckreduzierventils, das sich im Druckluftaufbereitungssystem befindet, den Druck in der Maschine auf das angemessene Niveau ein.STARTKONDENSATORPOSITION NICHT ERREICHT - Die Meldung wird angezeigt, wenn die Kondensatoren die voreingestellte Position nicht innerhalb von 30 Sekunden erreichen. Überprüfen Sie den Kondensatorantrieb.
DIE ELEKTRODE IST NICHT IN DER UNTEREN POSITION - eine Alarmmeldung wird angezeigt, wenn die START-Taste gedrückt wird und die Elektrode sich nicht in der unteren Position befindet. Senken Sie die Elektrode ab.Das Menü befindet sich im oberen Teil des berührungsempfindlichen HMI-Displays, mit dessen Hilfe der Benutzer eines von fünf virtuellen Hauptfenstern auswählen kann, z. B:
- Hauptbildschirm
- Rezeptur-Datenbank
- Einstellung der Leistung
- Arbeitsdiagramm
- Service-Menü
6.5.4 Hauptbildschirm
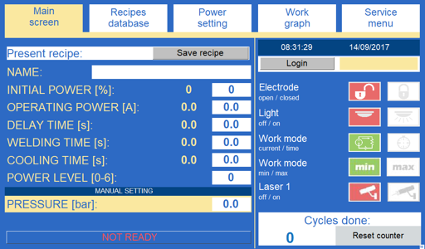 Abb.12. Hauptbildschirm.
Abb.12. Hauptbildschirm.
Rezept - Unter dieser Bezeichnung findet sich eine Gruppe von Parametern, die sich auf den Arbeitszyklus beziehen. Sobald die Schweißparameter für das jeweilige Produkt aus der Praxis ermittelt sind (die Werte der Parameter hängen stark von der Größe der Schweißnaht, der Größe des geschweißten Materials und der Form der Elektrode ab), sollten sie in das System eingegeben und unter dem Namen des Rezepts gespeichert werden.
![]() Zusätzlich sind auf dem HMI-Display neben dem Namen jedes Parameters zwei Werte zu sehen. Der erste (auf blauem Hintergrund) ist der Wert des aktuellen Betriebsparameters, der in der aktuellen Zeit angezeigt wird, der zweite (auf weißem Hintergrund) ist der Sollwert, der aus dem Produktionsrezept oder den Daten des Bedieners stammt.
Zusätzlich sind auf dem HMI-Display neben dem Namen jedes Parameters zwei Werte zu sehen. Der erste (auf blauem Hintergrund) ist der Wert des aktuellen Betriebsparameters, der in der aktuellen Zeit angezeigt wird, der zweite (auf weißem Hintergrund) ist der Sollwert, der aus dem Produktionsrezept oder den Daten des Bedieners stammt.
![]() Bei Bedarf kann der Bediener jederzeit die Ziffer auf dem weißen Hintergrund drücken und ihren Wert ändern. Der Wert des aktuellen Betriebsparameters wird sofort aktualisiert, die Änderung hat jedoch keinen Einfluss auf das ausgeführte Rezept.
Bei Bedarf kann der Bediener jederzeit die Ziffer auf dem weißen Hintergrund drücken und ihren Wert ändern. Der Wert des aktuellen Betriebsparameters wird sofort aktualisiert, die Änderung hat jedoch keinen Einfluss auf das ausgeführte Rezept.
![]() Um die auf dem Hauptbildschirm vorgenommenen Änderungen an einem Rezept zu speichern, drücken Sie die Schaltfläche REZEPT SPEICHERN, um die Parameter aus dem Hauptbildschirm in die Leiste Rezept bearbeiten im Fenster Rezeptdatenbank zu kopieren. Die kopierten Parameter können über die Schaltfläche Neu erstellen als neues Rezept gespeichert oder über die Schaltfläche Aktualisieren zur Aktualisierung eines bestehenden Rezepts verwendet werden.
Um die auf dem Hauptbildschirm vorgenommenen Änderungen an einem Rezept zu speichern, drücken Sie die Schaltfläche REZEPT SPEICHERN, um die Parameter aus dem Hauptbildschirm in die Leiste Rezept bearbeiten im Fenster Rezeptdatenbank zu kopieren. Die kopierten Parameter können über die Schaltfläche Neu erstellen als neues Rezept gespeichert oder über die Schaltfläche Aktualisieren zur Aktualisierung eines bestehenden Rezepts verwendet werden.
Name: - Der Name des Rezepts, der zu Produktionszwecken verwendet wird.
Anfangsleistung - dieser Parameter gibt die Position (Kapazität) des Ausgangskondensators im Generator an; die Anodenstromstärke in der Anfangsphase des Hochfrequenzschweißens hängt stark vom Wert dieses Parameters ab. (Der Parameter wird in Prozentwerten ausgedrückt, wobei 0% den niedrigsten Wert der Kapazität - die niedrigste Anodenstromstärke - und 100% den höchsten Wert der Kapazität - die höchste Anodenstromstärke - angibt).
![]() Der Wert des Parameters Anfangsleistung und der Wert des Anodenstroms (im Material freigesetzte Leistung) sind nicht linear voneinander abhängig, so dass bei der Einstellung der Werte dieses Parameters entsprechende Vorsichtsmaßnahmen getroffen werden sollten.
Der Wert des Parameters Anfangsleistung und der Wert des Anodenstroms (im Material freigesetzte Leistung) sind nicht linear voneinander abhängig, so dass bei der Einstellung der Werte dieses Parameters entsprechende Vorsichtsmaßnahmen getroffen werden sollten.
![]() Der aktuelle Wert des Parameters Ausgangsleistung und der Wert des eingestellten Parameters sind nur in der Anfangsphase des Schweißvorgangs gleich. Wenn das Verfahren eingeleitet wird, wird die Position des Ausgangskondensators automatisch angepasst, um die Betriebsleistung zu erreichen.
Der aktuelle Wert des Parameters Ausgangsleistung und der Wert des eingestellten Parameters sind nur in der Anfangsphase des Schweißvorgangs gleich. Wenn das Verfahren eingeleitet wird, wird die Position des Ausgangskondensators automatisch angepasst, um die Betriebsleistung zu erreichen.
Betriebsleistung - dieser Parameter gibt den für das Schweißen verwendeten Anodenstrom Ia an. (Der Parameter wird in Amperewerten von 0 bis 4 A ausgedrückt).
![]() Werte in grüner Farbe auf der Skala des Anodenstrommessgeräts zeigen die zulässigen Werte des Anodenstroms Ia an.
Werte in grüner Farbe auf der Skala des Anodenstrommessgeräts zeigen die zulässigen Werte des Anodenstroms Ia an.
![]() Wenn der Schweißvorgang eingeleitet wird, wird der Ausgangskondensator (Anfangsleistung) automatisch so eingestellt, dass die Betriebsleistung erreicht wird.
Wenn der Schweißvorgang eingeleitet wird, wird der Ausgangskondensator (Anfangsleistung) automatisch so eingestellt, dass die Betriebsleistung erreicht wird.
Verzögerungszeit - Dieser Parameter gibt die Zeit an, in der die Elektrode an dem geschweißten Material anhaftet, bevor die Schweißung ausgelöst wird. (Der Parameter wird in Sekunden ausgedrückt und reicht von 0 bis 99 s.)
Schweißzeit - dieser Parameter gibt die Zeit an, die die Maschine für die Bearbeitung der Hochfrequenzschweißung benötigt. (Der Parameter wird in Sekunden ausgedrückt und reicht von 0 bis 99 s.)
Abkühlzeit - dieser Parameter gibt die Zeit an, in der die Elektrode nach Beendigung der Schweißung gegen das geschweißte Material gedrückt wurde - das Material kühlt ab, während es gegen den Tisch gedrückt wird. (Der Parameter wird in Sekunden ausgedrückt und reicht von 0 bis 99 s.).
Leistungsstufe - ist die Haupteinstellung der Leistung der Maschine; die Einstellung erfolgt durch Änderung der Anodenspannung Ua im Bereich von 1 bis 6, wobei 1 für geringe Leistung und 6 für maximale Leistung steht:
0 - der Anodentransformator ist abgeschaltet;
1 - Ua = 3,4kV;
2 - Ua = 3,95kV;
3 - Ua = 4,75kV;
4 - Ua = 5,87kV;
5 - Ua = 6,85kV;
6 - Ua = 8,2kV;
ACHTUNG! Es ist wichtig, daran zu denken, dass trotz der Tatsache, dass die oben genannten Parameter unter dem Namen des Rezepts im berührungsempfindlichen HMI-Panel gespeichert werden können, es auch zwei andere Parameter gibt, wie z.B.: DRUCK und ELEKTRODEN-TEMPERATUR, die manuell eingestellt werden müssen.
![]() Die in der gelben Box (MANUELLE EINSTELLUNG) angezeigten Rezeptparameter sind nur eine Information für den Bediener, der beim Ablesen der Parameter auf dem Touchscreen die Einstellungen an der Seite der Maschine manuell ändern muss. Eine Änderung dieser Einstellung auf dem Bildschirm hat keine Auswirkungen auf die Maschineneinstellungen!
Die in der gelben Box (MANUELLE EINSTELLUNG) angezeigten Rezeptparameter sind nur eine Information für den Bediener, der beim Ablesen der Parameter auf dem Touchscreen die Einstellungen an der Seite der Maschine manuell ändern muss. Eine Änderung dieser Einstellung auf dem Bildschirm hat keine Auswirkungen auf die Maschineneinstellungen!
DRUCK - der Parameter gibt den Druckluftdruck im pneumatischen System der Elektrodenklemmung an, ausgedrückt in bar; der Parameter bestimmt die Anpresskraft der Elektrode im Verhältnis zum Material während des Schweißens.
Optionen:
Elektrode offen/geschlossen

Ein offenes Vorhängeschloss auf rotem Hintergrund zeigt an, dass die Schweißelektrode nicht in der Halterung verschlossen wurde; wenn Sie das graue geschlossene Vorhängeschloss drücken, wird die Halterung geschlossen.
![]() Wenn der Elektrodenhalter geöffnet ist, ist der Elektrodenwechsel möglich, alle anderen Funktionen sind nicht verfügbar.
Wenn der Elektrodenhalter geöffnet ist, ist der Elektrodenwechsel möglich, alle anderen Funktionen sind nicht verfügbar.
Wenn außerdem die Meldung ACHTUNG, ELEKTRODE OFFEN blinkt, bedeutet dies, dass der Elektrodenhalter offen ist.

Ein geschlossenes Vorhängeschloss auf grünem Hintergrund zeigt an, dass die Schweißelektrode in ihrem Halter geschlossen ist; wenn Sie auf das graue offene Vorhängeschloss drücken, wird der Halter geöffnet.
ACHTUNG! Der Elektrodenhalter darf nicht geschlossen werden, ohne dass sich eine Elektrode darin befindet.
![]() ACHTUNG! Der Elektrodenhalter darf nicht geschlossen werden, ohne dass sich eine Elektrode darin befindet.
ACHTUNG! Der Elektrodenhalter darf nicht geschlossen werden, ohne dass sich eine Elektrode darin befindet.
Licht aus/ein

Eine nicht leuchtende Lampe auf rotem Grund zeigt an, dass die Arbeitstischbeleuchtung in der Schweißzone ausgeschaltet ist; wenn Sie die grau leuchtende Lampe drücken, schaltet sich die Beleuchtung ein.

Eine leuchtende Lampe auf grünem Hintergrund zeigt an, dass die Arbeitstischbeleuchtung in der Schweißzone eingeschaltet ist, wenn Sie die graue Lampe drücken, wird die Beleuchtung ausgeschaltet.
Arbeitsmodus Strom/Zeit

Ein Stromkreis auf grünem Hintergrund zeigt an, dass die Maschine im Stromschweißmodus arbeitet, das Drücken der grauen Uhr bedeutet, dass die Maschine in den Zeitschweißmodus übergeht. Der Stromschweißmodus bedeutet, dass der Maschinenzähler mit der Zählung der Hochfrequenzschweißzeit beginnt, die im Parameter Schweißzeit eingegeben wurde, sobald die Maschine den entsprechenden Wert des La-Anodenstroms erhält, der entweder größer oder gleich dem im Parameter Arbeitsstrom eingegebenen Wert sein sollte. Anders ausgedrückt, im Schweißmodus des Stromtyps ist die Schweißzeit gleich der Summe aus dem Wert der Zeit, die die Maschine braucht, um den Anodenstrom zu erzeugen (der Wert, der im Parameter Arbeitsstrom eingegeben wurde) und dem Wert der Zeit, der im Parameter Schweißzeit eingegeben wurde.
![]() Gelingt es der Maschine nicht, die Betriebsleistung innerhalb von 25 Sekunden zu erzeugen, wird der Arbeitszyklus unterbrochen.
Gelingt es der Maschine nicht, die Betriebsleistung innerhalb von 25 Sekunden zu erzeugen, wird der Arbeitszyklus unterbrochen.

A Uhr auf grünem Hintergrund zeigt an, dass die Maschine im Zeitschweißmodus arbeitet, das Drücken des grauen Stromkreises bedeutet, dass die Maschine in den Stromschweißmodus wechselt. Der Schweißmodus des Zeittyps bedeutet, dass die Schweißzeit der Hochfrequenz gleich dem Wert ist, der im Rezeptparameter unter dem Namen Schweißzeit eingegeben wurde .
![]() Es ist bemerkenswert, dass in der Beim Zeitschweißen kann der Arbeitszyklus auch dann ausgeführt werden, wenn die Maschine die Betriebsleistung nicht erbringen kann, so dass die erzielte Schweißnaht eine ungleichmäßige Festigkeit aufweisen kann.
Es ist bemerkenswert, dass in der Beim Zeitschweißen kann der Arbeitszyklus auch dann ausgeführt werden, wenn die Maschine die Betriebsleistung nicht erbringen kann, so dass die erzielte Schweißnaht eine ungleichmäßige Festigkeit aufweisen kann.

Die Taste min signalisiert, dass die Maschine im Modus der begrenzten automatischen Anpassung des Ausgangskondensators arbeitet; durch Drücken der Taste max wird in den Modus der vollständigen automatischen Anpassung des Ausgangskondensators geschaltet. Der Modus min bedeutet, dass der Ausgangskondensator während des Schweißens nur dann eingestellt wird, wenn der Anodenstrom den im Parameter Power max eingegebenen Wert überschreitet.

Die Taste max signalisiert, dass die Maschine im Modus der vollautomatischen Einstellung des Ausgangskondensators arbeitet; durch Drücken der Taste min wird in den Modus der begrenzten automatischen Einstellung des Kondensators geschaltet. Der Modus max bedeutet, dass der Ausgangskondensator während des Schweißens automatisch so eingestellt wird, dass der Anodenstrom auf dem im Parameter Betriebsleistung eingestellten Niveau liegt.
Durchgeführte Zyklen: - ist der Zähler der an der Maschine durchgeführten Schweißzyklen. Wenn der Bediener die Taste Zähler zurücksetzen für 3 Sekunden gedrückt hält, wird der Zähler zurückgesetzt.
ALARMMELDUNGEN, DIE BESAGEN: NICHT BEREIT ZUM STARTEN DES SCHWEISSZYKLUS:
ACHTUNG, ELEKTRODE OFFEN - signalisiert, dass der Elektrodengriff geöffnet ist. Setzen Sie die Schweißelektrode richtig ein und schließen Sie den Griff: HMI → Hauptbildschirm→ Elektrode → geschlossen.
NICHT BEREIT - signalisiert, dass das Gerät nicht ordnungsgemäß neu gestartet wurde und es keinen 30-sekündigen Anlauf gab. Drücken Sie die Taste RESTART auf dem Bedienfeld.
6.5.5 Rezepturdatenbank
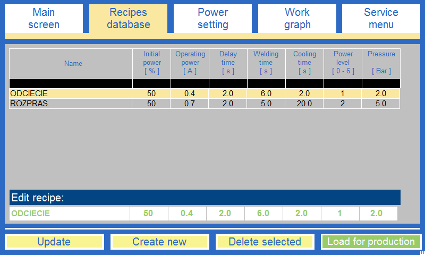 Abb.13. Datenbank mit Rezepten.
Abb.13. Datenbank mit Rezepten.
Alle auf der Speicherkarte des HMI gespeicherten Rezepte werden in Form einer Tabelle aufgelistet. Jede Zeile enthält ein Rezept, und jede Spalte enthält einen der Parameter des Rezepts. Die ausführliche Beschreibung der Parameter wurde im vorherigen Kapitel angeführt. Die Tabelle kann eine unbegrenzte Anzahl von Rezepten enthalten. Unterhalb der Tabelle befindet sich eine Zeile mit dem Titel Rezept bearbeiten (auf weißem Hintergrund), die zur Bearbeitung und Erstellung von Rezepten dient.
NEUES REZEPT
Um ein neues Rezept zu erstellen, füllen Sie jedes Feld in der Zeile Rezept bearbeiten aus und drücken Sie dann die Taste Neu erstellen . Das System sollte das neu erstellte Rezept der bestehenden Liste hinzufügen und es in der neuen Zeile des Diagramms anzeigen.
![]() Um die Änderungen an einem Rezept zu speichern, die mit der Funktion Drücken Sie auf dem Hauptbildschirm die Schaltfläche REZEPT SPEICHERN, um die Parameter aus dem Hauptbildschirm in die Leiste Rezept bearbeiten im Fenster Rezeptdatenbank zu kopieren. Die kopierten Parameter können mit der Schaltfläche Neu erstellen als neues Rezept gespeichert oder mit der Schaltfläche Aktualisieren zur Aktualisierung eines bestehenden Rezepts verwendet werden.
Um die Änderungen an einem Rezept zu speichern, die mit der Funktion Drücken Sie auf dem Hauptbildschirm die Schaltfläche REZEPT SPEICHERN, um die Parameter aus dem Hauptbildschirm in die Leiste Rezept bearbeiten im Fenster Rezeptdatenbank zu kopieren. Die kopierten Parameter können mit der Schaltfläche Neu erstellen als neues Rezept gespeichert oder mit der Schaltfläche Aktualisieren zur Aktualisierung eines bestehenden Rezepts verwendet werden.
REZEPT-EDITION
Um ein Rezept zu bearbeiten, müssen wir auf den Namen des Rezepts in der Rezeptliste klicken (das ausgewählte Rezept sollte gelb markiert sein und in der Zeile Rezept bearbeiten angezeigt werden). Um den Wert eines Parameters in der Zeile " Rezept bearbeiten" zu ändern, müssen Sie auf das weiße Feld klicken, in dem er angezeigt wird, und einen neuen Wert eingeben. Sobald der Bearbeitungsvorgang abgeschlossen ist, muss die Taste Aktualisieren gedrückt werden, damit die vorgenommenen Änderungen in das angegebene Rezept übernommen, gespeichert und abgelegt werden.
LÖSCHVERFAHREN
Um das Rezept zu löschen, klicken Sie auf den Namen des Rezepts aus der Rezeptliste (das ausgewählte Rezept sollte gelb markiert sein und in der Zeile Rezept bearbeiten angezeigt werden) und drücken Sie dann die Taste Löschen.
REZEPTAUSWAHLVERFAHREN
Um die Rezepturauswahl für die Produktion durchzuführen, wählen Sie aus der Rezepturliste die Rezeptur mit den für den Arbeitszyklus erforderlichen Werten aus (die ausgewählte Rezeptur sollte gelb markiert sein und in der Zeile Rezeptur bearbeiten angezeigt werden) und klicken Sie dann auf die Taste Für Produktion laden. Als Ergebnis wird die Rezeptur in das System hochgeladen und für die Verwendung in der aktuellen Produktion vorbereitet, wobei ihre Parameter im Hauptfenster angezeigt werden.
SORTIERVERFAHREN
Die für die Produktion verwendeten Rezepte werden in alphabetischer Reihenfolge aufgelistet. Wenn eine größere Anzahl von Rezepten in das System eingegeben wird, erscheint auf der rechten Seite des Diagramms eine vertikale Bildlaufleiste, die es dem Bediener ermöglicht, das Diagramm reibungsloser zu betrachten. Das System ermöglicht es dem Bediener, die Rezepte nach Namen oder nach jedem Wert eines Parameters (aufsteigend oder absteigend) zu sortieren. Um eine Sortierung vorzunehmen, suchen Sie eine Reihe schwarzer Kästchen, die im oberen Teil des Diagramms angezeigt werden sollen, und klicken Sie einmal auf ein schwarzes Kästchen, das sich genau über einer Spalte mit Daten befindet, die sortiert werden sollen. (Zweimaliges Klicken ändert die Richtung der Sortierung).
6.5.6 Leistungseinstellung
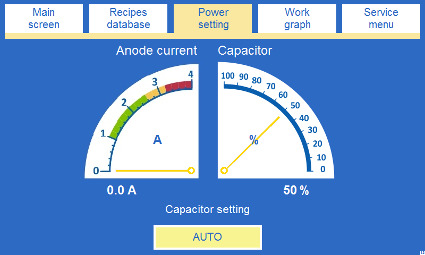 Abb.14. Einstellung der Leistung.
Abb.14. Einstellung der Leistung.
Es gibt zwei Indikatoren in dem Fenster:
Anodenstrom - ein Indikator für die Anodenstromstärke. Sie zeigt die La-Anodenstromstärke an, die der Stromstärke des analogen Messgeräts entsprechen sollte, das sich auf dem Bedienfeld befindet.
KAPAZITOR - ein Werkzeug, das die Position des Ausgangskondensators anzeigt (im Bereich von 0 bis 100%). Mit Hilfe dieses Werkzeugs kann die Einstellung der entsprechenden Leistung erfolgen - in der Regel gilt: je größer die Kapazität, desto höher ist der La-Anodenstrom.
Eine Tastengruppe unter der Anzeige dient zur Einstellung des Anodenkondensators. Die Einstellung kann auf zwei Arten vorgenommen werden:
AUTO - vor dem Schweißen wird der Kondensator automatisch auf die Position eingestellt, die den im Parameter Anfangsleistung eingegebenen Werten entspricht. Wenn das Schweißverfahren ausgeführt wird, wird die Position des Kondensators automatisch so eingestellt, dass die Intensität des Anodenstroms auf den im Parameter Betriebsleistung eingegebenen Wert ansteigen kann.
![]() Wählen Sie den AUTO-Einstellungsmodus für die von der Maschine ausgeführten Standardarbeitszyklen. Der Modus MANUELL wird für Testverfahren verwendet.
Wählen Sie den AUTO-Einstellungsmodus für die von der Maschine ausgeführten Standardarbeitszyklen. Der Modus MANUELL wird für Testverfahren verwendet.
MANUELL - die gesamte Kondensatoreinstellung erfolgt von Hand, bei Bedarf kann der Bediener die Position des Kondensators mit Hilfe der Tasten "+" oder "-" ändern und gleichzeitig die Intensität des Anodenstroms einstellen.
6.5.7 Arbeitsdiagramm
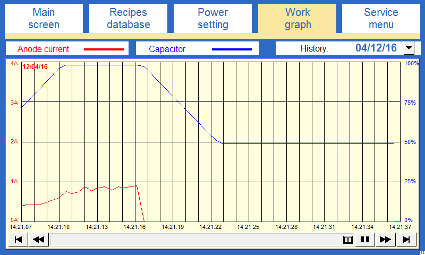 Abb. 15. Arbeitsdiagramm.
Abb. 15. Arbeitsdiagramm.
Der Bildschirm zeigt ein Diagramm, das die Änderungen der Position des Ausgangskondensators (blaue Linie) und die Änderungen des Anodenstroms (rote Linie) während des Schweißzyklus veranschaulicht.
Das Diagramm zeigt die in der Vergangenheit aufgezeichneten Daten. Auf der rechten Seite befindet sich eine Tabelle mit Daten, wobei jedes Datum einem Arbeitstag der Maschine entspricht. Um die Daten eines bestimmten Tages anzuzeigen, wählen Sie das entsprechende Datum.
Alle Daten werden im Speicher des HMI-Panels aufgezeichnet. Für jeden Arbeitstag der Maschine wird eine Datei unter dem Namen des jeweiligen Datums gespeichert. Es ist möglich, die Verlaufsdateien aus dem Speicher des Touchpanels auf ein USB-Gerät zu kopieren und die Dateien in Excel anzuzeigen (siehe Abschnitt 6.5.9).
6.5.8 Menü Service
 Abb.16. Menü "Service".
Abb.16. Menü "Service".
In diesem Fenster werden die folgenden Informationen statistischen Ursprungs angezeigt:
Zykluszahl - das ist die Gesamtzahl der Arbeitszyklen seit dem ersten Einschalten der Maschine.
Arbeitszeit - das ist die Gesamtzeit der Maschinenarbeit,
Antiflash - dieser Wert gibt an, wie oft seit dem Tag der Herstellung der Maschine das Schutzsystem gegen Lichtbogenüberschlag eingeschaltet wurde.
Anodenüberlastungsalarm - dieser Wert gibt an, wie oft seit dem Tag der Herstellung der Maschine die maximale Stromstärke im Anodenkreis überschritten wurde und wie oft der Schutzmechanismus gegen Anodenüberlastung eingeschaltet wurde.
Netzüberlastungsalarm - dieser Wert gibt an, wie oft seit dem Tag der Herstellung der Maschine die maximale Stromstärke im Netzstromkreis während des Schweißens überschritten wurde und wie oft der Schutzmechanismus gegen Netzüberlastung daraufhin eingeschaltet wurde.
Röhrentemperaturalarm - dieser Wert gibt an, wie oft seit dem Tag der Herstellung der Maschine das Röhrentemperaturschutzsystem automatisch ausgelöst wurde.
Die unten aufgeführten Parameter sind nur für die Servicetechniker des Herstellers zugänglich, weshalb zum Bearbeiten der Parameter ein Passwort erforderlich ist.
Power max = Betriebsleistung + - dieser Parameter gibt den Höchstwert der Stromstärke an, der den Wert der Betriebsleistungsgrenze überschreiten kann, um den automatischen Vorgang der Anodenstromabsenkung durch den Ausgangskondensator auszulösen (Parameter ausgedrückt in Amperewerten im Bereich von 0 bis 1A).
Pressverzögerungszeit - dieser Wert gibt die Zeit an, die vom Auslösen des unteren Endschalters (der die untere Position der Elektrode anzeigt) bis zu dem Moment vergeht, in dem die Elektrode mit voller Kraft auf das Material gedrückt wird.
Öffnungszeit der Presse - dieser Wert gibt die Zeit an, die die Elektrode benötigt, um ihre obere Position zu erreichen. Die Zeitdauer ist ein einstellbarer Wert und hängt stark von der Höheneinstellung der Elektrode ab, was bedeutet, dass die Elektrode sehr wenig Zeit benötigt, um ein geringfügiges Höhenniveau zu erreichen, und wesentlich mehr Zeit, wenn sie eine größere Höhe erreichen soll.
Die Schaltfläche Alarmverlauf - öffnet den Bildschirm mit dem gespeicherten Verlauf der Alarme, die innerhalb des letzten Jahres in der Maschine aufgetreten sind. Die Alarmhistorie wird im Speicher des HMI-Panels gespeichert. Die Alarmhistorie für jeden Tag wird als Datei unter dem Namen EL-Daten gespeichert, z. B. EL_20131122. Es ist möglich, die Verlaufsdateien aus dem Speicher des Touchpanels auf ein USB-Gerät zu kopieren und die Dateien in Excel anzuzeigen (siehe Abschnitt 6.5.9).
![]() Alarmmeldungen werden normalerweise in der im Servicemenü gewählten Sprache gespeichert.
Alarmmeldungen werden normalerweise in der im Servicemenü gewählten Sprache gespeichert.
Kontrollleuchten, die den Status der Sensoren der Maschine anzeigen (Sensoren):
Elektrode unten - die eingeschaltete Kontrollleuchte signalisiert, dass der Endschalter, der die untere Elektrodenposition anzeigt, eingeschaltet ist;
Drücken - die erloschene Kontrollleuchte signalisiert, dass die Elektrode beim Absenken auf einen Widerstand gestoßen ist (z. B. auf die Bank gedrückt wurde) und der Endschalter ausgeschaltet ist;
6.5.9 Im Speicher des HMI-Touchpanels archivierte Daten- Stecken Sie ein USB-Speichergerät in den Anschluss des HMI-Touchpanels.
- Auf dem Bildschirm des HMI-Panels erscheint ein Fenster, drücken Sie auf Hochladen.
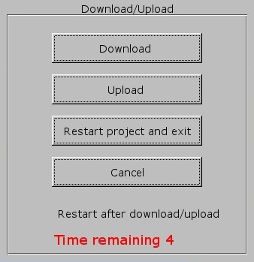
4. Öffnen Sie den Ordner"usbdisk", wählen Sie den Ordner"disk_a_1" und drücken Sie Ok.
- Datenprotokoll"→"Trend" - der Ordner"Trend" enthält Dateien mit Aufzeichnungen über die Arbeitsparameter der Maschine. Für jeden Tag wird eine Datei unter dem entsprechenden Datum gespeichert. Um die historischen Daten zu lesen, schließen Sie den USB-Speicher an den Computer an und doppelklicken Sie dann im Ordner"TREND" auf die gewünschte Datei, um eine Datei im xls-Format (Excel) zu erstellen, um den Verlauf des Betriebs der Maschine deutlich zu sehen oder eine Grafik für einen bestimmten Tag zu erstellen. Zur Erstellung von xls-Dateien ist die kostenlose Software EasyBuider Pro erforderlich, die von der Website des Herstellers des HMI-Panels heruntergeladen werden kann: http://www.weintek.com/.
- "eventlog" - der Ordner"eventlog" enthält Dateien mit Aufzeichnungen über den Verlauf der Alarme, die während des Betriebs der Maschine aufgetreten sind. Der Alarmverlauf für jeden Tag wird als Datei mit dem Namen EL_data gespeichert, z. B. EL_20131122. Um die historischen Daten zu lesen, schließen Sie den USB-Speicher an den Computer an und doppelklicken Sie dann auf die gewünschte Datei, um eine Datei im xls-Format (Excel) zu erzeugen, um den Alarmverlauf für einen bestimmten Tag zu sehen. Für die Erstellung von xls-Dateien ist das kostenlose Softwareprogramm EasyBuider Pro erforderlich, das von der Website des Herstellers des HMI-Panels heruntergeladen werden kann: http://www.weintek.com/.
- "recipe" - der Ordner"recipe" enthält zwei Dateien mit Rezepten, die von der HMI-Tafel kopiert wurden:"db" und"recipe_a.rcp". Die Dateien können als Backup für die Rezepte verwendet werden oder um die Rezepte in einem anderen HMI Touch Panel zu speichern. Es ist auch möglich, Rezepte auf dem Computer zu bearbeiten.
Zum Bearbeiten von Rezepten ist das kostenlose Softwareprogramm EasyBuider Pro erforderlich, das von der Website des Herstellers des HMI-Panels heruntergeladen werden kann: http://www.weintek.com/.
- Stecken Sie den USB-Speicher mit den kopierten Rezepten in den Computer und öffnen Sie den Utility Manager. Wählen Sie im Bereich Datenkonvertierung die Anwendung Rezeptdatenbank-Editor.
- Klicken Sie in der Anwendung Rezepturdatenbank-Editor auf Importieren... und wählen Sie die Dateien mit den kopierten Rezepten"db".
- Das Rezeptbearbeitungsfenster wird geöffnet.
- Wenn die Bearbeitung abgeschlossen ist, klicken Sie auf Exportieren... und speichern Sie die Datei an ihrem vorherigen Speicherort.
Kopieren von Rezepten von einem USB-Speicher:
- Stecken Sie das USB-Gerät in den Anschluss des HMI-Touchpanels.
- Auf dem Bildschirm des HMI-Panels erscheint ein Fenster, klicken Sie auf Download.
- Wählen Sie im nächsten Fenster Verlaufsdateien herunterladen, geben Sie das Kennwort 111111 ein und klicken Sie.
- Öffnen Sie den Ordner"usbdisk" und wählen Sie den Ordner"disk_a_1", dann klicken Sie auf Ok.
Die Rezepte werden in den Speicher des HMI-Touchpanels geladen. Schalten Sie das Gerät aus und dann wieder ein.
6.6 Anschluss an die Stromquelle
![]() Die Maschine darf unter keinen Umständen von unqualifiziertem Personal bedient werden. Die Bediener der Maschine müssen mit den Vorschriften für Sicherheit und Gesundheitsschutz am Arbeitsplatz vertraut sein.
Die Maschine darf unter keinen Umständen von unqualifiziertem Personal bedient werden. Die Bediener der Maschine müssen mit den Vorschriften für Sicherheit und Gesundheitsschutz am Arbeitsplatz vertraut sein.
Bevor das Gerät an eine Stromquelle angeschlossen wird, sollten die folgenden Schritte durchgeführt werden:
- sich vergewissern, dass die Arbeitsumgebung der Maschine (Maschine und Umgebung) sauber und in Ordnung ist oder dass keine Hindernisse vorhanden sind, die sich negativ auf den normalen Arbeitszyklus der Maschine auswirken können; und
- sicherstellen, dass eine angemessene Menge an Rohmaterial (Teststücke) vorbereitet wird; und
- sicherstellen, dass die Abfallbehälter und -container für geschweißte Produkte an der richtigen Stelle, aber in unmittelbarer Nähe der Maschine aufgestellt werden, um den Anforderungen des Bayer-Konzerns an den Produktionszyklus zu entsprechen.
- Vergewissern Sie sich, dass alle Abdeckungen ordnungsgemäß an der Maschine befestigt und die Seitentüren eines Schaltkastens geschlossen sind;
ACHTUNG! Die Türen des Schaltkastens sollten immer geschlossen sein, auch wenn die Maschine angehalten ist.ACHTUNG ! Eine Elektrode sollte immer auf dem Halter montiert sein, wenn dieser geschlossen werden soll.- Heben Sie die Elektrode in ihre obere Position.
- Drehen Sie den HAUPTSCHALTER auf die Position 0-OFF - das bedeutet, dass die Maschine ausgeschaltet ist.
- Drehen Sie den Hand-Druckluftabsperrhahn ab (zur Durchführung des Verfahrens drehen Sie den Hahn nach rechts in die Position OFF)
- Bringen Sie die Arbeitsumgebung rund um die Maschine in Ordnung.
- Bei längeren Arbeitsunterbrechungen sollten sowohl der Stecker der Stromversorgung als auch der des Druckluftsystems herausgezogen werden (beide Stecker sollten aus den Steckdosen herausgezogen werden).
6.7 Prüf- und Einstellverfahren
ACHTUNG ! Die Testprozedur kann durchgeführt werden, wenn das Gerät ordnungsgemäß gebootet wurde - siehe Kapitel 6.5.9.Das Prüf- und Einstellverfahren sollte in der Praxis angewendet werden, wenn:
- das Gerät zum ersten Mal eingeschaltet wurde,
- der Austausch von Werkzeugen erforderlich ist (wenn sich der Bedarf ergibt),
- der Wartungsvorgang abgeschlossen ist,
- die Bediener müssen mit der Funktionsweise der Maschine vertraut sein.
Für die Durchführung des genannten Verfahrens sollte der Bediener:
1. Gehen Sie zum berührungsempfindlichen Bedienfeld: HMI → Einstellung der Leistung Fenster → stellen Sie den Einstellmodus des Kondensators auf MANUELL → mit Hilfe von "-" und "+"Stellen Sie sicher, dass der Vorgang der Positionsänderung des Kondensators bei jeder Leistungsstufe von 0 bis 100 % reibungslos durchgeführt wird. Wenn der Prüfvorgang abgeschlossen ist, schalten Sie den Einstellmodus des Kondensators auf AUTO2. Stellen Sie den HF OFF/ON-Schalter in die Position OFF.
3. Laden Sie das entsprechende Rezept aus dem Speicher des berührungsempfindlichen Bedienfelds hoch: HMI → Fenster Rezepturdatenbank → die gewünschte Rezeptur in der Tabelle markieren → dann auf die Taste Load for production klicken oder die folgenden Felder der Schweißzyklusparameter auf dem Hauptbildschirm ausfüllen:
- Anfangsleistung;
- Betriebsleistung;
- Verzögerungszeit;
- Zeit zum Schweißen;
- Abkühlzeit;
- Leistungsstufe;
- Druck (manuelle Einstellung), Wenn eine neue Art von Material getestet wird, wird dringend empfohlen, die Parameter der Schweißzyklen mit niedrigen Werten in das System einzugeben und dann ihre Werte schrittweise zu erhöhen, bis der wünschenswerteste Schweißeffekt erreicht ist.
4. Stellen Sie die Höhe der Elektrodenpressung, die für den Schweißvorgang verwendet wird, mit Hilfe des manuell betätigten Druckminderers ein (DRUCKEINSTELLUNG). Wenn der Druck zu hoch ist, kann das Material unter der Elektrode "herausfließen", aber wenn der Druck zu niedrig ist, kann die Festigkeit der Schweißnaht schwach sein.
5. Drücken Sie auf dem HMI-Bedienfeld: HMI → Hauptbildschirm → Optionen → Arbeitsmodus → Zeit;
6. Vergewissern Sie sich, dass eine Isolierunterlage auf dem Arbeitstisch oder auf der Trennwand aus Aluminiumblech sauber ist - sie darf an der Stelle, an der die Elektrode gegen das geschweißte Material gedrückt wird, weder verschmutzt noch mechanisch beschädigt sein;ACHTUNG ! Die Isolierplatte muss direkt unter dem zu schweißenden Material angebracht werden, da sie den Bediener vor einem Lichtbogen zwischen der Schweißelektrode und dem Arbeitstisch schützen soll.ACHTUNG ! Wenn der Trennsteg mit der Isolierunterlage abgedeckt wurde, sollte er fest auf dem Tisch haften - so, dass keine Verunreinigungen zwischen Trennsteg und Arbeitstisch zu finden sind.
7. Material für das Schweißen vorbereiten;
8. Drücken Sie die ELEKTRODE OBEN/UNTEN Joystick nach unten, der sich auf dem Bedienfeld befindet, und die Maschine sollte daraufhin mit dem Absenken der Elektrode beginnen;
9. Führen Sie das Verfahren zur Regulierung der Schaltgrenze durch (siehe Kapitel 0.), da die Schaltgrenze die untere Position der Elektrode anzeigt, wenn das Schutzsystem gegen Quetschgefahr in Betrieb war, wodurch die Elektrode angehoben wurde und die Alarmmeldung wie NOTELEKTRODE OBEN wurde angezeigt;
10. Drücken Sie die ELEKTRODE OBEN/UNTEN Joystick nach oben, der sich auf dem Bedienfeld befindet. Daraufhin sollte die Maschine beginnen, die Elektrode anzuheben;
11. Drücken Sie die ELEKTRODE AB Der Bediener betätigt den Fußschalter, woraufhin die Maschine beginnt, die Schweißelektrode auf den Arbeitstisch abzusenken. Drückt der Bediener den ELEKTRODE UP Fußschaltertaste sollte die Maschine beginnen, die Elektrode anzuheben;
12. Vergewissern Sie sich, dass die Maschine die Elektrode gleichmäßig absenkt und anhebt, und testen Sie den Vorgang mehrmals;
13. Senken Sie die Schweißelektrode auf das Material und drücken Sie HF START Dies hat zur Folge, dass die Maschine den automatischen Schweißzyklus durchführt, wenn der Hochfrequenzgenerator ausgeschaltet ist;
14. Sobald die oben genannten Schritte des Einstellverfahrens erfolgreich abgeschlossen sind, wird der Schweißtest eingeleitet;
15. Stellen Sie die HF AUS/EIN umschalten ON Position;
16. Klicken Sie auf das Bedienfeld HMI: HMI → Hauptbildschirm → Optionen → Arbeitsmodus → Zeit oder aktuell;
17. Klicken Sie auf das Bedienfeld HMI: HMI → Hauptbildschirm → Optionen → Arbeitsmodus → min oder max;Siehe Kapitel 0 für weitere Informationen zu den Schweißmodi des Strom- und Zeittyps / Min- und Max-Typs
18. Senken Sie die Elektrode genau auf den Schweißpunkt ab;ACHTUNG ! Der Bediener kann den Hochfrequenzschweißprozess jederzeit mit Hilfe des HF STOP-Tasters anhalten
19. Drücken Sie die Taste HF START und die Maschine startet den automatischen Schweißzyklus gemäß den Parametern, die auf dem Hauptbildschirm des HMI-Panels angezeigt werden. Kontrollieren Sie die Anzeigen des ANODE CURRENT-Meters - sie sollten während des Schweißvorgangs ansteigen und die auf der grün unterlegten Skala des Meters angegebenen Werte erreichen;
20. Nach Abschluss des Verfahrens sollte die Qualität der Schweißnaht einer Sichtprüfung unterzogen werden. Der Bediener muss über praktische Kenntnisse verfügen, um dieses Verfahren erfolgreich durchführen zu können. Deshalb sollten die Servicetechniker des Herstellers um praktische Ratschläge gebeten werden, obwohl dringend empfohlen wird, dass das Inbetriebnahmeverfahren von erfahrenem Personal, das vom Hersteller eingestellt wurde, und unter dessen enger Aufsicht durchgeführt wird.
21. Passen Sie die folgenden Schweißparameter je nach Qualität der Schweißnaht an (geschweißt, ungeschweißt, überhitzt): - Presskraft - mit dem Ventil PRESSURE SETTING,
- Anfängliche Leistung
- Betriebsstrom
- Verzögerungszeit
- Zeit zum Schweißen
- Abkühlzeit
Leistungsstufe - 22. Vergewissern Sie sich, dass die folgenden Parameter viele Stunden lang getestet wurden: Arbeit an der gleichen Art von Material, Arbeitszyklus und Funktionalität der Maschine, Ergonomiestandards der Maschine, die entscheidend für die Vermeidung schwerer Verletzungen während des Produktionszyklus sind;
- 23. Sobald die Parameter für Ästhetik und Festigkeit der Schweißnaht erreicht sind, sollten die Werte als Rezept gespeichert werden: HMI → Hauptbildschirm → Klicken Sie auf den Namen des Rezepts → Fenster Rezeptdatenbank → geben Sie den Namen des Rezepts in die Zeile mit dem Titel Rezept bearbeiten ein → drücken Sie die Taste Neu erstellen.
1. Starten Sie das Gerät gemäß dem in Kapitel 5.9 beschriebenen Verfahren.
ACHTUNG ! Sobald die in Kapitel 6.5.9 beschriebene Boot-Prozedur erfolgreich durchgeführt wurde, beginnt der Schweißer mit seinen RoutineaufgabenDas Schweißen ohne Isoliermatte oder mit abgenutzter Oberfläche wird nicht empfohlen, da dies zu einem Lichtbogenüberschlag führen kann, der die Werkzeuge der Maschine beschädigt.- Anfangsleistung;
- Betriebsleistung;
- Verzögerungszeit;
- Zeit zum Schweißen;
- Abkühlungszeit
- Leistungsstufe
Der Schweißelektrodenhalter ist mit einem automatischen Schnellspannsystem ausgestattet, das über das berührungsempfindliche HMI-Panel gesteuert wird. Es ermöglicht dem Bediener, Zeit zu sparen und die Elektrode zu wechseln, ohne irgendwelche Instrumente zu benutzen.
![]() ACHTUNG! Achten Sie während des Elektrodenwechsels auf das Gewicht der Elektrode. Es wird dringend empfohlen, den Elektrodenwechsel zu zweit durchzuführen, wenn die Elektrode groß und schwer ist. Ein unsachgemäßer Umgang mit der Elektrode kann dazu führen, dass die Hände des Bedieners gequetscht werden, wenn die schwere Elektrode aus der Halterung genommen wird.
ACHTUNG! Achten Sie während des Elektrodenwechsels auf das Gewicht der Elektrode. Es wird dringend empfohlen, den Elektrodenwechsel zu zweit durchzuführen, wenn die Elektrode groß und schwer ist. Ein unsachgemäßer Umgang mit der Elektrode kann dazu führen, dass die Hände des Bedieners gequetscht werden, wenn die schwere Elektrode aus der Halterung genommen wird.
Führen Sie die folgenden Schritte durch, um den Elektrodenwechsel vorzunehmen:
- die Maschine an die elektrische und pneumatische Versorgung anschließen - die Maschine muss für die Durchführung des Routinebetriebszyklus bereit sein (d.h. die Alarmmeldungen dürfen nicht angezeigt werden und die Elektrode muss sich in der oberen Position befinden),
- auf dem Hauptbildschirm des Bedienfelds eingestellt: HMI → Optionen → Elektrode → Öffnen,
- Bewegen Sie die Elektrode nach links oder rechts (je nach Ausführung der Maschine) - die Elektrode sollte aus den Halterungen gleiten;
- Schieben Sie eine neue Elektrode über die zum Einspannen verwendeten Halter, verschieben Sie die Elektrode nach links oder rechts (je nach Ausführung der Maschine)
- auf dem Hauptbildschirm des Bedienfelds eingestellt: HMI → Optionen → Elektrode
7.0 Auswahl der Schweißparameter
Obwohl die Ausgangsleistung, die Stärke des Drucks und die Parallelität der Elektroden eine wesentliche Rolle beim Schweißverfahren spielen, darf die Art der Isolierunterlage nicht außer Acht gelassen werden, da sie eine ebenso wichtige Rolle bei dem Prozess spielt. Die Isolierplatte sollte aus Materialien mit niedrigem dielektrischem Verlustfaktor bestehen, wie z. B. Glas-Epoxid-Platten, Teflon, Pressspan, Tereszpan [mit Polyesterfolie kaschierter Pressspan], Phenol-Baumwoll-Verbundplatten (TCF), Bakelit und dergleichen. Die Dicke oder Härte des Pads hängt von der verschweißten Folie ab. In der Regel gilt: je dicker die Folie, desto dünner die Unterlage unter dem geschweißten Material und umgekehrt: je dünner die Folie, desto dicker die Unterlage. Im Allgemeinen kann die Dicke der Isoliermatte zwischen 0,1 und 1,5 mm liegen, wobei die Parameter für die Dicke der Isoliermatte aus der praktischen Erfahrung des Anwenders abgeleitet werden sollten, da sie von der Art der Folie und den Bedingungen der Schweißung abhängen.
ACHTUNG: Die Maschine sollte das Schweißverfahren nicht ohne eine Isolierunterlage unter der Elektrode durchführen. Durch die entsprechend angebrachte Isolierunterlage wird die Anzahl der Überspannungserscheinungen, die sich an der Oberfläche der Elektrode bilden, verringert.
Um ein Höchstmaß an Produktivität bei einer relativ geringen Anzahl fehlerhafter Schweißungen zu erreichen, sollte der Maschinenbediener die Leistungseinstellung für jede ausgetauschte Elektrode vornehmen. Diese Prozedur wird mit Hilfe der Bedienelemente Ua SETTING und dem Parameter Betriebsleistung durchgeführt.
Sobald die Leistung eingestellt und der Schweißvorgang eingeleitet ist, werden die Anzeigen des Strommessers ANODE CURRENT visuell überprüft. Wenn die Messwerte ansteigen, bedeutet dies, dass zu diesem Zeitpunkt der Schweißvorgang beginnt. Der Parameter der Schweißzeit sollte mit dem Wert des Parameters übereinstimmen, aufgrund dessen das Hochfrequenzschweißverfahren durch den Stillstand der Anzeigenadel des Amperemeter gestoppt wird.
Nach Beendigung des Schweißvorgangs muss die Qualität der Schweißnaht einer Sichtprüfung unterzogen werden. Wenn die Qualität der Schweißnaht unzureichend ist, sollte die Leistung erhöht werden. Falls die oben genannte Lösung keine fruchtbaren Ergebnisse bringt, kann der Zeitparameter erhöht werden. Der Wert der Leistung sollte jedoch nicht zu hoch sein, da dies zu einer Beschädigung der Produkte, der Isolierplatte und der Elektrode durch einen Überschlag führen kann.
In der Regel sollte die Schweißzeit für Materialien aus Hart-PVC nicht länger als 4-5 Sek. sein. Höhere Werte der genannten Parameter haben nach den Erfahrungen des Herstellers keinen Einfluss auf die Qualität der erzielten Naht, verschlechtern aber die Effizienz des Prozesses ausreichend. Wenn der Schweißprozess während der Testverfahren länger dauert, bedeutet dies, dass die Leistungseinstellung reguliert werden muss.
Um die PVC-Folie zu schweißen, sollte das Material mit der Elektrode mit einer Druckstärke von 0,5 bis 3 kg/cm2 gepresst werden. Die Messung der Druckstärke bei der Auswahl des am besten geeigneten Wertes wäre zu zeitaufwendig und würde sich in der Praxis als unbrauchbar erweisen. Im Allgemeinen muss der Bediener, um den Setzvorgang erfolgreich durchzuführen, einige Unregelmäßigkeiten feststellen, die während des Schweißvorgangs und im Aussehen der Naht auftreten. Wenn der Druck zu niedrig ist, treten folgende Unregelmäßigkeiten auf:
- Anfälligkeit für Funkenentladungen zwischen zwei Elektroden, da sich die Luft, die eigentlich herausgedrückt werden sollte, zwischen zwei Folienschichten befindet und sich dadurch eine ungleichmäßige Stromstärke bildet;
- Auftreten von Luftblasen in der Naht;
- Aussehen der Nahtstärke, die gering ist
Wenn der Druck besonders niedrig ist, kann es zum so genannten "Filmsieden" kommen. Wenn die Folie unter sehr niedrigem Druck geschweißt wird, kann sie sich zu einem schaumigen Produkt mit sehr geringem Widerstand verformen. Ein zu hoher Druck ist ebenfalls ungeeignet, da er die Folie an der Schweißstelle sehr dünn werden lässt und somit zu einem geringeren Widerstand des geschweißten Materials führen kann. Daher wird empfohlen, den Grundsatz zu befolgen, dass die Dicke der Folie nach dem Schweißen mindestens die Hälfte der ursprünglichen Dicke der beiden Folienschichten betragen sollte. Das Auftreten und die richtige Form der charakteristischen Leckage, die sich in der Regel an beiden Rändern der geschweißten Stelle bildet, hat ebenfalls einen erheblichen Einfluss auf die Widerstandseigenschaften des geschweißten Materials. Wenn eine solche Leckage nicht auftritt, deutet dies in der Regel auf eine unzureichende Widerstandsfähigkeit der geschweißten Stelle hin, die sehr leicht geprüft werden kann. Das Ausbleiben der Leckage nach dem Schweißvorgang kann auf eine zu geringe Ausgangsleistung oder einen zu geringen Druck zurückzuführen sein. Wenn Sie Elektroden mit Schneidkanten verwenden, ist es sehr wichtig, die Schneidkante richtig zu positionieren. In der Regel wird davon ausgegangen, dass die Schneide der Elektrode etwa um die Hälfte der Dicke der geschweißten Folie aus der Schweißebene herausragen sollte. Um die Funktion der Schneide zu überprüfen, müssen mehrere Testschweißungen durchgeführt und die Folienreste entfernt werden. Das Ergebnis der Tests kann als zufriedenstellend angesehen werden, wenn das Entfernen der Folienreste entlang der Schweißlinie nicht mehr als einen Schnitt mit einer Schere erfordert.
8.0 Wartung
Dank der angewandten Konstruktionslösungen und des unkomplizierten Aufbaus der Maschine sind sowohl die vorbeugenden als auch die Notfall-Wartungs- und Kontrolltätigkeiten relativ einfach und erfordern keine langen Betriebspausen der Maschine.
Die Schweißmaschine erfordert einen geringen Arbeitsaufwand in Verbindung mit der Maschine
Betrieb und Wartung, vorausgesetzt, dass die entsprechenden Betriebsbedingungen eingehalten werden. Der technische Zustand des Netzanschlusses der Maschine muss regelmäßig überprüft werden, insbesondere der Zustand des Stromschlagschutzsystems.
Alle Bauteile des Hochfrequenzgenerators, insbesondere alle Isolierelemente, müssen sauber gehalten werden. Das Innere des Ausgangssystems des Generators sollte mindestens einmal alle drei Monate gründlich gereinigt werden. Bei dieser Reinigung ist der Zustand der Komponenten des Generators und der Geräte, die direkt mit dem Generator zusammenarbeiten, zu überprüfen und alle Verbindungen sind nachzuziehen.
Aufgrund der spezifischen Eigenschaften der Maschine wird empfohlen, einige der oben genannten Arbeiten von autorisiertem und entsprechend qualifiziertem technischem Servicepersonal des Herstellers durchführen zu lassen (dies gilt insbesondere für Notfallsituationen). Die vorgenannten Arbeiten erfordern besondere Sorgfalt und Aufmerksamkeit.
ACHTUNG: Während des Betriebs des Generators stehen seine Komponenten sowie die Komponenten des Ausgangskreises unter einer Spannung von bis zu 8 kV DC und einer Hochfrequenzspannung von bis zu 480 V (27,12 MHz ).
ACHTUNG: Die Kondensatoren des Anodengenerators können eine elektrische Ladung mit einer Spannung von bis zu 8000 VDC halten, auch nachdem die Schweißmaschine von der Stromversorgung getrennt wurde. Vor dem Berühren der Komponenten des Hochfrequenzgenerators müssen diese Kondensatoren immer entladen werden.
Die Erdung der Maschinenstruktur muss mit besonderer Sorgfalt vorgenommen werden. Denken Sie daran, dass der Generator niemals in Betrieb genommen werden darf, wenn die Schutzvorrichtungen entfernt sind, auch nicht bei technischen Service- und Wartungsarbeiten, wenn das Sicherheitsniveau der Maschine aufgrund der durchgeführten Reparaturen niedriger sein kann.
Alle Wartungsarbeiten und Reparaturen bedürfen einer Genehmigung der autorisierten Personen.
Sie sollten ein MASCHINENPROTOKOLLführen, in dem die Daten und Arten der durchgeführten Präventivmaßnahmen oder Reparaturen festgehalten werden.
Betreten Sie während der Wartungsarbeiten oder anderer erforderlicher manueller Tätigkeiten niemals den Bereich, der potenziellen und vorhersehbaren Gefahren ausgesetzt ist, und bringen Sie keine Körperteile dorthin, um das Risiko potenzieller und vorhersehbarer Gefahrensituationen auszuschließen.
ACHTUNG: Jegliche Arbeiten im Bereich der aktiven Presseinheit der Maschine, wie z.B. Geräteaustausch, dürfen nur von geschultem Servicepersonal mit besonderen Vorsichtsmaßnahmen durchgeführt werden.Tragen Sie immer Schutzkleidung und rutschfeste Schuhe, um das Risiko eines Sturzes zu verringern. Achten Sie immer darauf, dass Ihre Ärmel gut um die Handgelenke geschlungen oder richtig hochgekrempelt sind.
Tragen Sie immer Arbeitshandschuhe, wenn Sie mit scharfkantigen Bauteilen arbeiten.
Das gesamte Personal, das für die Bedienung und Wartung der Maschine verantwortlich ist, sollte entsprechend geschult und unterwiesen werden.
Alle Wartungs- und Reparaturarbeiten dürfen nur von autorisiertem und qualifiziertem Personal durchgeführt werden, das in der Lage ist, Mängel und Fehler richtig zu interpretieren, Installationspläne und technische Zeichnungen zu lesen, um sicherzustellen, dass alle Demontage- und Montagearbeiten im Zusammenhang mit den Standard-Wartungsverfahren professionell und vor allem sicher durchgeführt werden.
Alle Arbeiten im Bereich des Betriebs der Presseinheit, d. h. Montage und Demontage der Elektrode, die bei eingeschalteter Stromversorgung der Maschine durchgeführt werden, dürfen ausschließlich von Personal ausgeführt werden, das in Bezug auf den Arbeitsschutz und insbesondere auf die mit dem Betrieb der Presseinheit verbundenen Risiken entsprechend geschult ist.
Sie sollten auch das mögliche abweichende Verhalten der Maschine vorhersehen, wenn das pneumatische System der Schweißmaschine oder die Druckluftzufuhrkanäle nicht abgedichtet sind. Dies führt zu einem langsamen automatischen Absenken der Presseinheit der Schweißmaschine.
Das Personal sollte im Rahmen der Schulung zum Thema Arbeitsschutz über dieses Risiko informiert werden.
ACHTUNG: Bei jedem der oben genannten Vorgänge muss der Betrieb der Maschine gestoppt werden.
8.2 Präventivprogramm - Regelmäßige Kontrollen
ZU BEGINN EINER JEDEN SCHICHT
- Prüfen Sie, ob der Arbeitsbereich der Maschine sauber und aufgeräumt ist;
- Prüfen Sie visuell, ob die Schutzschirme gesperrt sind;
- Kontrollieren Sie die Beleuchtung des Arbeitsbereichs;
- Prüfen Sie, ob die NOT-AUS-Taste richtig funktioniert;
- Überprüfen Sie den Hauptschutz in der Elektroinstallation;
- Überprüfen Sie den Zustand der leitenden Elemente aus Kupfer und Messing im Bereich des Elektrodenhalters und der Erdungselemente der Seitenschutzgitter.
ALLE 100 BETRIEBSSTUNDEN DER MASCHINE (MINDESTENS EINMAL PRO WOCHE):
- Prüfen Sie, ob die tragenden Schrauben (insbesondere auch die Schrauben zur Befestigung der Werkzeuge) richtig befestigt und angezogen sind;
- Prüfen Sie den Kondenswasserstand im Druckluftfilterbehälter; wenn Wasser vorhanden ist, leeren Sie den Behälter; wenn große Mengen fester Verunreinigungen vorhanden sind, zerlegen Sie den Behälter und waschen Sie ihn;
ALLE 500 BETRIEBSSTUNDEN DER MASCHINE (MINDESTENS JEDOCH ALLE ZWEI WOCHEN)
- Prüfen Sie, ob der Strahler der Anodenlampe sauber ist;
- Überprüfen Sie die Menge an festen Verunreinigungen und Staub in der Generatorkammer; falls nötig, reinigen Sie die Kammer mit einem Staubsauger oder einer Druckluftpistole;
- Prüfen Sie, ob die beweglichen Elemente (insbesondere die Werkzeuge und Führungen) sauber sind;
- Schmieren Sie die beweglichen Elemente - insbesondere die Führungen; wenn nötig, verwenden Sie ein festes Schmierfett auf Lithiumbasis und eine Fettpresse;
- Prüfen und testen Sie die Alarmanlage.
ALLE 1000 BETRIEBSSTUNDEN DER MASCHINE (MINDESTENS JEDOCH ALLE SECHS MONATE)
- Kontrollieren Sie visuell den Zustand der mechanischen Elemente;
- Ziehen Sie alle Schrauben fest;
- Prüfen Sie, ob die Schutzmaßnahmen gegen Stromschlag ordnungsgemäß funktionieren;
- Überprüfen Sie die Wirksamkeit der Schmierung der Führungen;
- Überprüfen Sie den Zustand der Hauptkontaktelemente - Hauptschütze oder andere Kontaktelemente des Systems, wie Schütze oder Relais mit übermäßig abgenutzten Oberflächen müssen ersetzt werden.
ACHTUNG: Vor jeder Wartung die Maschine mit dem HAUPTSCHALTER ausschalten und den Netzstrom abschalten.
 ACHTUNG: Vor jeder Wartung die Maschine mit dem HAUPTSCHALTER ausschalten und den Netzstrom abschalten.
ACHTUNG: Vor jeder Wartung die Maschine mit dem HAUPTSCHALTER ausschalten und den Netzstrom abschalten.
9.1 Grundlegende Anforderungen
Leitfäden
- Die Maschine darf ausschließlich in einer Art und Weise verwendet werden, die ihrem in Punkt 1 ausdrücklich beschriebenen Zweck entspricht.
- Die angewandten Konstruktionslösungen in Bezug auf die Sicherheit reduzieren sowohl das nicht normgerechte Verhalten der Maschine als auch die Gefahren für die Bediener und andere Personen, die mit der Maschine in Berührung kommen, auf ein Minimum, vorausgesetzt, die Grundsätze der sicheren Arbeit werden eingehalten. Die Maschine ist mit Schlüsselschaltern auf Schutzschirmen ausgestattet, deren Demontage spezielle Werkzeuge erfordert, einschließlich des Schalters an der Tür der Schweißkammer, der NOT-AUS-Taste und der beweglichen Schutzschirme, die den Schweißbereich für die Dauer des Schweißvorgangs abschirmen.
- Die Fragen im Zusammenhang mit der Arbeitssicherheit und der Risikobeurteilung beim Kontakt einer Person mit der Maschine wurden in den vorangegangenen Kapiteln dieses Handbuchs ausführlich beschrieben.
- Da dieses Thema sehr wichtig ist, werden einige Anweisungen in diesem Abschnitt wiederholt.
- Jeder neue Mitarbeiter, der mit der Schweißmaschine in Berührung kommt, sollte in den Grundprinzipien des Arbeitsschutzes geschult und mit den Gefahren beim Betrieb der Schweißmaschine vertraut gemacht werden, es sei denn, der Bediener hält sich an die vorgeschriebenen Vorschriften und Grundsätze.
- Das mit der Bedienung der Schweißmaschine beauftragte Personal muss über gründliche Kenntnisse in Erster Hilfe bei Stromschlägen und Verbrennungen verfügen. Bei Personen, die mit Geräten arbeiten, die elektromagnetische Wellen im Frequenzbereich von 0,1 - 300 MHz verwenden, sind regelmäßige ärztliche Untersuchungen erforderlich.
- Nach der Installation der Schweißmaschine muss die Emission des elektromagnetischen Feldes gemessen und die Grenzen des Gefahrenbereichs festgelegt werden.
- Auf der Grundlage der Messergebnisse werden der Gefährdungsgrad und die Zeit, in der sich das Personal im Gefahrenbereich aufhalten darf, gemäß den geltenden Normen festgelegt.
- Nur Bediener, die auf der Grundlage spezieller medizinischer Untersuchungen über eine entsprechende Zulassung für die Arbeit im Bereich elektromagnetischer Felder verfügen und ordnungsgemäß in der sicheren Bedienung der Geräte, die elektromagnetische Felder ausstrahlen, geschult wurden, dürfen den Gefahrenbereich betreten.
- Die vorgenannten Messungen sollten von einer autorisierten Einrichtung durchgeführt werden. Detaillierte Anweisungen zu solchen Messungen sind in den geltenden Vorschriften des Landes, in dem die Maschine verwendet wird, festgelegt.
- Die Maschinenbediener sollten stets normale Arbeitskleidung, Handschuhe, Kopfbedeckungen und rutschfestes Schuhwerk tragen.
- Die Arbeitsumgebung der Maschine, der Boden und die Handgriffe müssen stets sauber und frei von Verunreinigungen, Fett oder Schlamm sein, um das Risiko eines Ausrutschens oder Sturzes so gering wie möglich zu halten.
- Benutzen Sie die Maschine niemals im Automatikbetrieb ohne die feststehenden oder beweglichen Schutzelemente. Prüfen Sie regelmäßig, ob alle Notschalter und alle anderen Schutzelemente richtig montiert sind und einwandfrei funktionieren.
- Jeder Bediener der Maschine muss über die Funktionen der Schutzelemente der Maschine und deren ordnungsgemäße Verwendung unterwiesen werden.
- In der Umgebung der Maschine (ca. 1,5 m um die Maschine herum) dürfen sich keine Gegenstände befinden, die den Betrieb der Maschine beeinträchtigen könnten. Dieser Bereich muss sauber gehalten werden und über eine angemessene Beleuchtung verfügen.
- Verwenden Sie niemals die Manipulatoren der Maschine oder flexible Rohre als Halterung. Denken Sie daran, dass jede versehentliche Bewegung des Manipulators der Maschine den Betrieb der Maschine versehentlich in Gang setzen kann.
- Informieren Sie immer den Vorgesetzten und/oder das Verkehrspersonal über alle Fälle von Fehlbedienung der Maschine.
- Alle Wartungsarbeiten und Reparaturen bedürfen einer Genehmigung der autorisierten Personen.
- Sie sollten ein Maschinenprotokollmit den Daten und Arten der durchgeführten Präventivmaßnahmen oder Reparaturen.
- Betreten Sie während der Wartungsarbeiten oder anderer erforderlicher manueller Tätigkeiten niemals den Bereich, der potenziellen und vorhersehbaren Gefahren ausgesetzt ist, und bringen Sie keine Körperteile dorthin, um das Risiko potenzieller und vorhersehbarer Gefahrensituationen auszuschließen.
VERWENDEN SIE DIE SCHWEISSMASCHINE NIEMALS, WENN DIE SCHUTZVORRICHTUNGEN ENTFERNT ODER DIE SCHLÜSSELSCHALTER BLOCKIERT SIND. DIES GILT INSBESONDERE FÜR DIE SCHUTZSCHIRME DES GENERATORS. Diese Schutzschirme reduzieren die Emission von elektromagnetischen Feldern und verhindern ein versehentliches Berühren der Elemente des Stromkreises mit Versorgungsspannung oder Hochspannung bis 8000 V.
- Tragen Sie immer Schutzkleidung und rutschfeste Schuhe, um das Risiko eines Sturzes zu verringern. Achten Sie immer darauf, dass Ihre Ärmel gut um die Handgelenke geschlungen oder richtig hochgekrempelt sind.
- Tragen Sie immer Arbeitshandschuhe, wenn Sie mit heißen oder scharfkantigen Bauteilen arbeiten.
- Es ist auch zu beachten, dass an den Bauteilen, die aus ergonomischen Gründen nicht abgeschirmt sind, also an der Elektrode und den leitenden Teilen des Elektrodenhalters, Hochfrequenzspannung anliegt. BERÜHREN SIE DIESE TEILE NIEMALS WÄHREND DES SCHWEISSENS.
- Die Berührung dieser Bauteile während des Schweißvorgangs führt zu einer Verbrennung der Haut durch Hochfrequenzspannung. Es besteht jedoch keine Gefahr für Leben und Gesundheit.
- Die gewählte Art der Stromversorgung der Schweißmaschine birgt ein potentielles Risiko von Quetschungen von Gliedmaßen im Raum zwischen den Pressungen der Elektroden. Alle Arbeiten im Arbeitsbereich des Pressgerätes, d.h. Montage und Demontage von Elektroden oder das Verteilen und Entfernen von Material und Schrott, die bei angeschlossener Schweißmaschine durchgeführt werden, dürfen ausschließlich von Mitarbeitern durchgeführt werden, die auf dem Gebiet des Arbeitsschutzes geschult sind, einschließlich der Information über die vom Pressgerät ausgehende Gefahr.
- Während des Betriebs der Maschine sollte sich der Bediener in dem unten dargestellten Bereich aufhalten
Abb. 16. ZDW-15-K - Sicherheitsarbeitsbereich (grüne Farbe)
9.3 Bedingungen für die Arbeitssicherheit des Personals, das für die Wartung und Instandhaltung der Schweißmaschine zuständig ist- Diese Arbeiten erfordern besondere Sorgfalt. Man muss immer daran denken, dass die Kondensatoren des Anodengenerators eine elektrische Ladung mit einer Spannung von 8000 V halten können, auch nachdem die Schweißmaschine vom Stromnetz getrennt wurde. Vor dem Berühren der Komponenten des Hochfrequenzgenerators müssen diese Kondensatoren immer entladen werden.
- Während des Betriebs des Generators stehen seine Komponenten sowie die Komponenten des Ausgangskreises unter Hochfrequenzspannung. Die Erdung der Maschinenstruktur muss mit besonderer Sorgfalt durchgeführt werden. Es ist auch zu beachten, dass die Betriebszeit des Generators mit abgenommenen Schutzschilden auf ein Minimum reduziert werden muss.
- Alle Reparaturen müssen in Übereinstimmung mit den geltenden Grundsätzen für die Reparatur und den Betrieb von Geräten von einer Person durchgeführt werden, die über ein entsprechendes Zertifikat verfügt, das von der zuständigen Elektrikervereinigung (in Polen: SEP) ausgestellt wurde.
- Das gesamte Personal, das für die Bedienung und Wartung der Maschine verantwortlich ist, sollte entsprechend geschult und unterwiesen werden.
- Alle Wartungs- und Reparaturarbeiten dürfen ausschließlich von autorisiertem und qualifiziertem Personal durchgeführt werden, das in der Lage ist, Mängel und Fehler richtig zu interpretieren und Installationspläne zu lesen, um sicherzustellen, dass alle Demontage- und Montagearbeiten im Zusammenhang mit den Standardwartungsverfahren professionell und vor allem sicher durchgeführt werden.
- Bei jedem dieser Vorgänge muss der Betrieb der Maschine gestoppt werden.
ALLE ERFORDERLICHEN MASSNAHMEN ZU ERGREIFEN, UM DIES ZU VERHINDERN:
- Verwendung der Maschine auf eine andere Weise als in dieser Betriebs- und Wartungsanleitung beschrieben,
- Unsachgemäße Installation, die nicht in Übereinstimmung mit den in diesem Handbuch beschriebenen Verfahren durchgeführt wurde,
- Unsachgemäße Bedienung der Maschine oder deren Bedienung durch nicht entsprechend geschultes Personal,
- Maschinenversorgung mit ungeeigneten Parametern,
- Unzureichende Wartung der Maschine,
- Unerlaubte Änderungen oder Eingriffe durch Personen ohne die erforderlichen Lizenzen, Genehmigungen oder Schulungen,
- Verwendung von Ersatzteilen, die keine Originalteile sind,
- Jegliche Handlungen von Personen, die nicht im Einklang mit den in dieser Betriebs- und Wartungsanleitung aufgeführten Grundsätzen und Warnhinweisen stehen.
10.0 Elektrische Dokumentation
10.1 Stromversorgungsparameter - Technische Daten
|
Stromversorgung |
3 x 480 VAC; 50 Hz |
|
Kopfschutz |
40 A |
|
Installierte Kapazität |
22 kVA |
|
HF-Ausgangsleistung |
15 kW |
|
Betriebsspannung |
24 VDC |
|
Betriebsfrequenz |
27,12 MHz |
|
Frequenzstabilität |
+/- 0.6 % |
|
Generatorlampe (Metall-Keramik-Triode) |
ITL 12-1 |
|
Anti-Entladungs-Kreislaufsystem |
ANTIFLASH komplett mit HF-Filter |
10.2 Liste der elektrischen Geräte
Die Liste der elektrischen Geräte umfasst die letzten Seiten des Kapitels 0
13.3 ELEKTRISCHE INSTALLATION KONZEPTIONSZEICHNUNGEN Bei Fragen wenden Sie sich bitte an den Hersteller.
10.3 Konzeptzeichnungen für die Elektroinstallation
Siehe Anhang
11.0 Pneumatische Dokumentation
11.1 Technische Daten
|
Betriebsdruck |
0,4 - 0,8 MPa |
|
Druckluftverbrauch |
Max. 70 nl (Standard) pro Zyklus |
|
Reinheit der Luft |
gemäß ISO8573-1:4-4-4 |
|
Leistung der Filterung |
20 um (ISO8573-1 4-4-4) |
- Antrieb der pneumatischen Halterungen der Elektrode;
- Antrieb der geerdeten Elektrode;
- Presseeinheit;
- Halterungen für Elektroden.
Außerdem besteht das pneumatische System aus einem Luftaufbereitungssystem: Druckfilter und -minderer, Sanftanlauf, Verbindungselemente, Auslassventil und Drosselrückschlagventile. Die Luft wird durch das Auslassventil der VFRL-Einheit zugeführt; sie wird vorgefiltert und auf das erforderliche Volumen reduziert. Anschließend wird sie über elektrisch oder elektropneumatisch gesteuerte Verteilerventile den entsprechenden pneumatischen Aktoren zugeführt und deren Bewegung ausgelöst. Die Bewegungsdynamik der Stellantriebe kann mit Hilfe von Drosselrückschlagventilen, die auf den Stellantrieben montiert sind, eingestellt werden. Die Reihenfolge der Bewegung der Stellantriebe wird von der Steuerung der Schweißmaschine kontrolliert.
11.3 BetriebsanleitungWICHTIG: Das Vorhandensein des in der Maschine installierten Luftaufbereitungssystems entbindet den Kunden nicht von der Verpflichtung, die Luftreinheit gemäß der Klasse 4-4-4 nach ISO8573-1 zu gewährleisten.SEHEN ANHÄNGE
12.0 Allgemeine Anweisungen
12.1 Allgemeine Anweisungen
Die angewandten Konstruktionslösungen und die hochwertigen Komponenten ermöglichen einen ordnungsgemäßen Betrieb der Maschine für einen Zeitraum von etwa 30 Jahren. Es können jedoch Änderungen in den Bedürfnissen des Kunden oder Änderungen in den Prinzipien oder Normen auftreten, die heute noch nicht vorhersehbar sind, was eine Entsorgung der Maschine vor Ablauf des oben genannten Zeitraums erforderlich machen könnte. Dies gilt auch für ausgetauschte oder reparierte Teile oder Komponenten der Schweißmaschine.
Der Kunde ist verpflichtet, dafür zu sorgen, dass die Entsorgung der Maschine oder ihrer Bestandteile in Übereinstimmung mit den zu einem bestimmten Zeitpunkt und an einem bestimmten Ort geltenden gesetzlichen Bestimmungen erfolgt.
Alle Komponenten der Maschine sind recycelbar.
Die Entsorgung von gefährlichen Abfällen muss immer von spezialisierten Unternehmen durchgeführt werden.
Die Arten von Abfällen, die während des Lebenszyklus des Geräts anfallen, werden unter Punkt 0 beschrieben.
12.2 Abfälle
- Mit Substanzen getränkte Lappen oder Papiere, die zur Reinigung der Maschinenteile verwendet werden;
- Gebrauchte Ersatzteile des Generators, je nach Material, aus dem sie hergestellt sind;
- Flüssige oder feste Fettabfälle;
- Nach dem Abschmieren oder der Wartung der Maschine verbleibendes Fett;
- Generatorlampe.
ACHTUNG: Die Lampe enthält Seltenerdmetalle und Seltenerdmetalloxide, die hochgiftig sind. Im Falle eines Bruchs muss die Lampe mit äußerster Sorgfalt und mit Hilfe von Fachdiensten entsorgt werden.
Alle Abfälle, die im Rahmen von Austausch- oder technischen Servicetätigkeiten anfallen und mit Fett verunreinigt sind, können nicht zusammen mit Industrieabfällen entsorgt werden.
Es ist VERBOTEN, Abfälle in die Mülltonnen zu werfen, sie direkt auf andere Weise zu entsorgen oder sie über die üblichen Müllabfuhrdienste zu entsorgen.
12.3 Vorgehensweise bei der Demontage des Geräts vor der Entsorgung
- Stellen Sie die Maschine so auf, dass sie unbeweglich steht.
- Trennen Sie das Gerät von der Stromversorgung.
- Trennen Sie die Druckluftzufuhr der Maschine.
- Entfernen Sie flexible Kunststoff- oder Gummileitungen und lassen Sie sie von einem Fachunternehmen entsorgen.
- Trennen und entfernen Sie Leitungen und elektrische Geräte und lassen Sie sie von einem Fachunternehmen entsorgen.
- Trennen Sie Stahlteile und Teile aus Nichteisenmetallen und lassen Sie sie von einem Fachunternehmen entsorgen.
13.0 Anhänge
13.1 Modell- und Seriennummernschild
Jede Maschine der Zemat Technology Group Ltd hat diesen Aufkleber auf der Rückseite der Maschine. Er identifiziert das Modell und die Seriennummer jeder Schweißmaschine.
Sie gibt auch die für den Betrieb erforderliche Spannung und Frequenz an.





