Diese Bedienungsanleitung ist als Leitfaden für den Betrieb des Triad Extreme Seam-Schweißgeräts gedacht. Um eine optimale Leistung Ihres Schweißgeräts zu gewährleisten, befolgen Sie bitte die Empfehlungen und Spezifikationen genau.
Inhaltsübersicht
- Kapitel 1: Einleitung
- Kapitel 2: Einrichten des Materials
- Kapitel 3: Betriebsanleitung
- Kapitel 4: Materialleitfäden
- Kapitel 5: Schweißen
- Kapitel 6: Allgemeine Wartung
- Kapitel 7: Reinigen und Honen von Keilen
- Kapitel 8: Keileinstellung
- Kapitel 9: Ersetzen von Keilen
- Kapitel 10: Keilinstallation
- Kapitel 11: Fehlersuche
- Kapitel 12: Stromlaufpläne
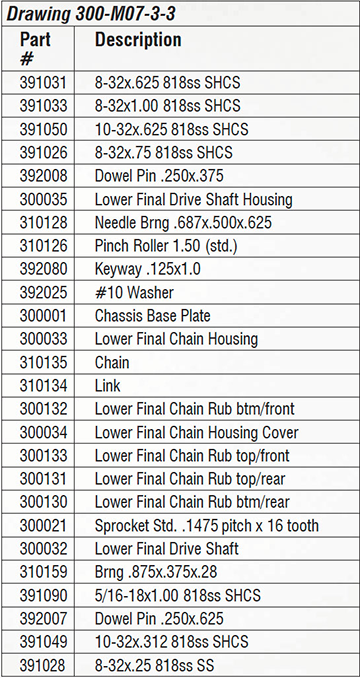
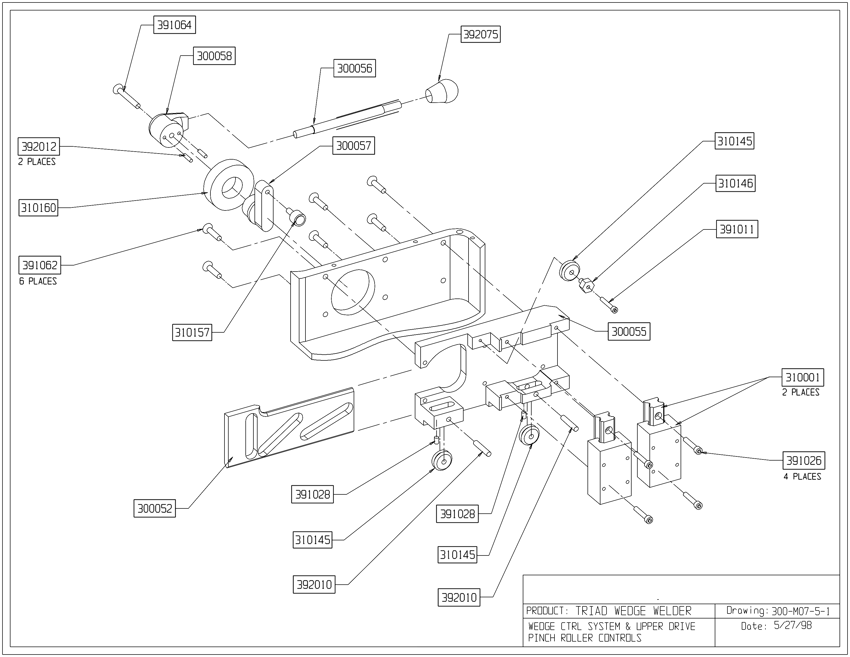
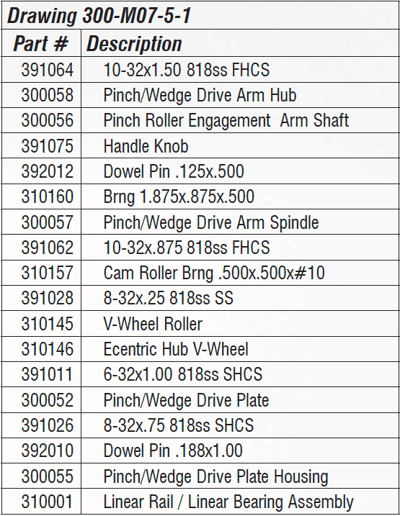
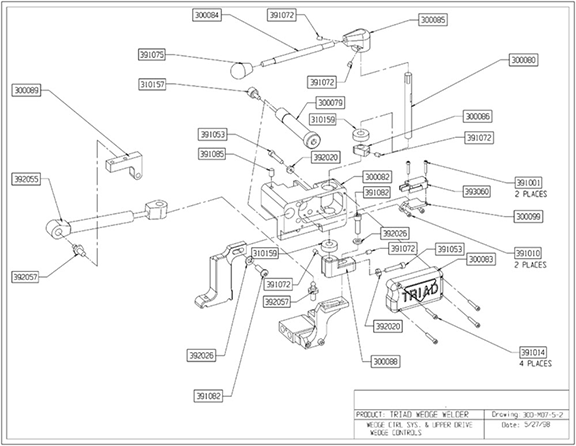
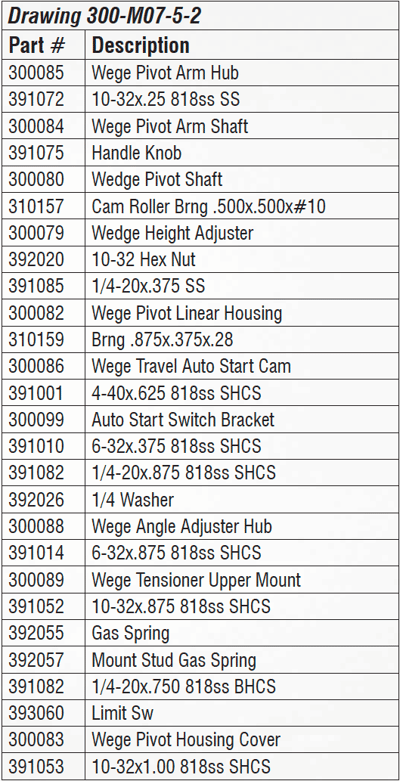
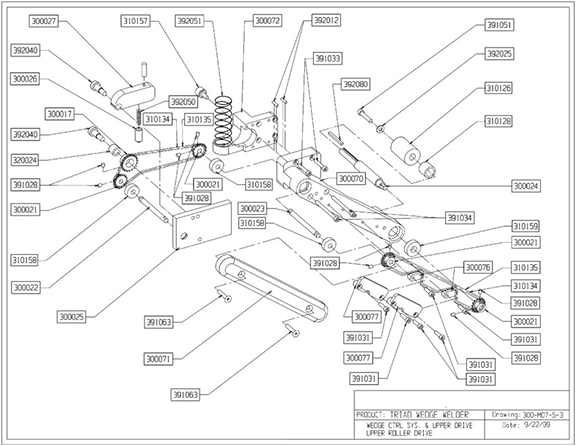
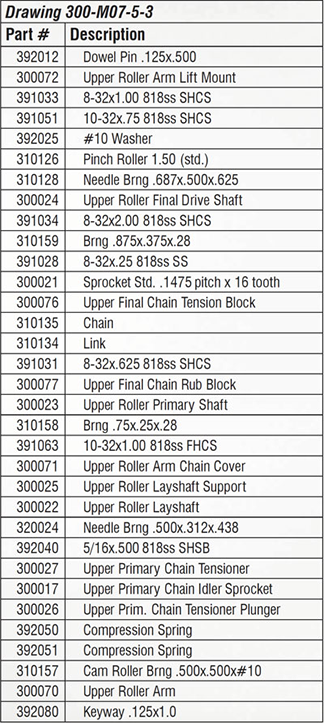
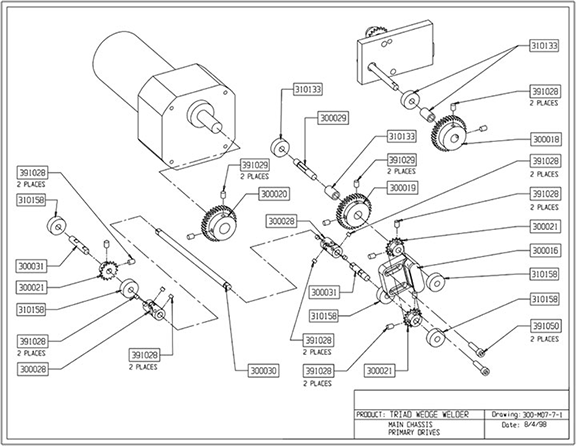
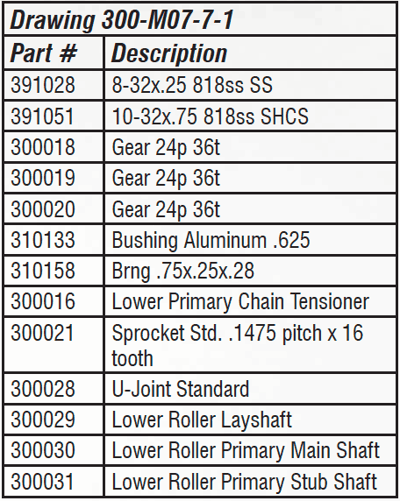
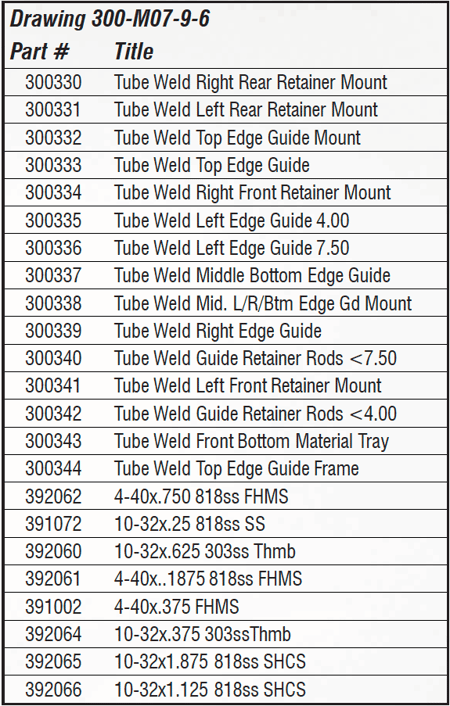
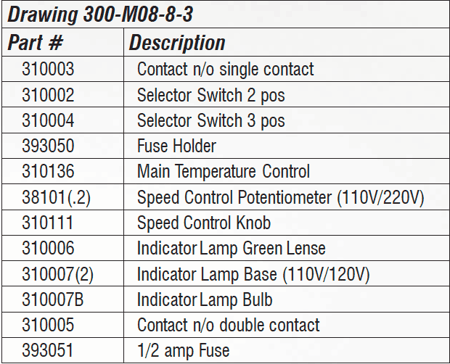
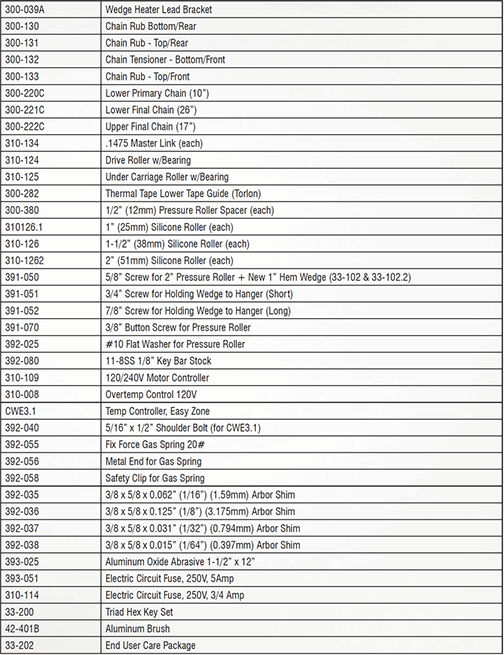
- Kapitel 13: Häufig verwendete Teile
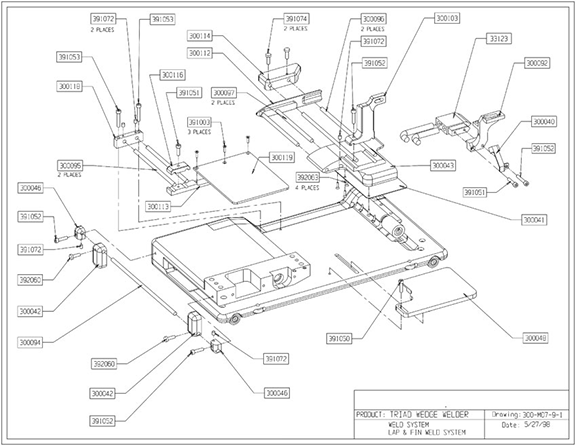
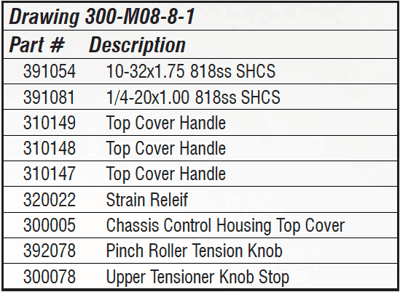
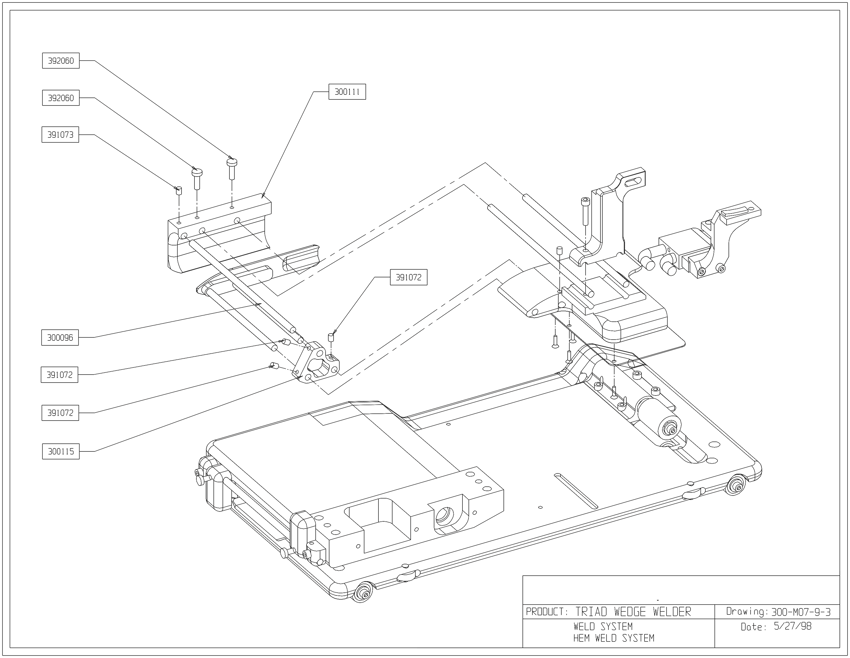
- Kapitel 14: Zusätzliche Maschinendokumente
Für weitere technische Informationen zu diesem Gerät rufen Sie unser Resolution Center unter 1-855-888-WELD an oder senden Sie eine E-Mail an service@weldmaster.com.
1.0 Einleitung
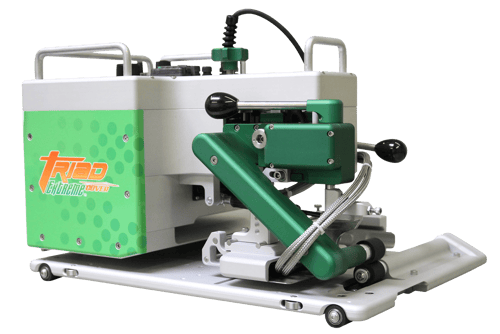
Die Triad Extreme Seam Heißkeilschweißmaschine ist für die Herstellung einer breiten Palette flexibler Membranen im eigenen Haus konzipiert. Dazu gehören unter anderem PVC, PP, PE, LDPE, Urethan, etc.
Die Dicke des Materials, das geschweißt werden kann, hängt auch vom Produkt ab. Der normale Bereich liegt bei 5-100 mil Dicke und kann gestütztes oder nicht gestütztes Material sein.
Der Triad wird komplett mit drei verschiedenen Führungen geliefert. Damit können Sie die Überlappungsschweißung, Saumschweißung, Gebetsschweißung und viele weitere Schweißoptionen durchführen.
Der Triad verwendet einen Heizkeil als Wärmequelle. Diese Methode ermöglicht einen rauchfreien und leisen Betrieb. Der Heizkeil ermöglicht auch das Schweißen dünnerer Produkte ohne Verzug.
Der Triad kann als stationäres Schweißgerät oder im Automatikbetrieb eingesetzt werden. Wenn Sie die Triad im Automatikmodus verwenden, wird ein Schienensystem empfohlen. Bitte beachten Sie die Spezifikationen für das Schienensystem.
Wir empfehlen Ihnen, vor dem Schweißen Probeschweißungen an Ihrem Produkt durchzuführen, um die richtigen Einstellungen für Hitze, Geschwindigkeit und Keilausrichtung zu ermitteln.
1.1 Bestimmungsgemäße Verwendung
Der Triad Extreme Seam Welder ist eine Heißkeil-Schweißmaschine, die zum Verschweißen von schweißbaren Thermokunststoffen wie z.B.:
- Mit Vinyl (PVC) laminierte und beschichtete Gewebe.
- Vinyl (PVC)- und Polyurethan (PU)-Folien.
- Polyurethan (PU) und Polypropylen (PP) beschichtetes Gewebe.
- Polyethylen (PE).
- Folien und Gewebe aus thermoplastischem Gummi (TPR) Vliesstoffe aus Polyester und Polypropylen Verschiedene schweißbare Gurtbänder.
Der Hersteller ist damit nicht einverstanden:
- Andere Verwendungszwecke für diese Maschinen.
- Das Entfernen von Schutzvorrichtungen während des Betriebs.
- Unbefugte Veränderung der Maschinen.
- Verwendung von Ersatzteilen, die nicht vom Hersteller zugelassen sind.
 Nur ein ordnungsgemäß geschulter Techniker darf routinemäßige Wartungsarbeiten durchführen oderReparaturen an den Maschinen.
Nur ein ordnungsgemäß geschulter Techniker darf routinemäßige Wartungsarbeiten durchführen oderReparaturen an den Maschinen.
HINWEIS: Der Hersteller haftet nicht für Schäden oder Verletzungen, die durch eine unsachgemäße Verwendung dieses Geräts entstehen.
2.0 Materialeinstellungen
Das Material sollte so flach wie möglich ausgelegt werden, entweder auf dem Boden oder auf einem Tisch, je nachdem, wie Sie Ihren Arbeitsbereich eingerichtet haben. Bei den meisten Materialien, insbesondere bei dünneren, ist es besser, die Falten herauszuziehen oder stramm zu ziehen. Die Verwendung von Blechen in oder neben der Maschine auf dem Tisch ermöglicht die Verwendung von Magneten, um das Material zu positionieren und zu halten. Es ist eine gute Praxis, das Material stramm zu binden.
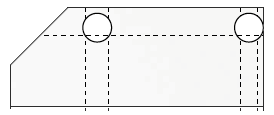
Bei Überlappungsschweißungen muss das Material immer mehr als die endgültige Schweißbreite überlappen. Beispiel: Bei einer Schweißbreite von 1-1/2" überlappen Sie das Ende des Materials oder fahren Sie 2 bis 2 1/2". Die Maschine und die vorderen Führungen schieben das Material bis zur gewünschten Überlappung. Wenn das Material nicht überlappt oder nicht richtig positioniert ist, kann die Maschine die gewünschte Überlappungsnaht nicht herstellen. Siehe Beispiel unten.
3.0 Betriebsanleitung
Die folgenden Verfahren sollten erst durchgeführt werden, nachdem Sie die Verfahren zur Einstellung des Keils und der Führung durchgeführt haben.
-
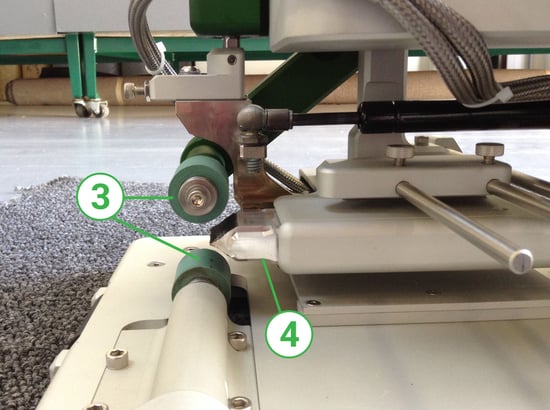
Ziehen Sie den roten Netzschalter Nr. 3 nach oben, um das Gerät einzuschalten. Die grüne Netzleuchte Nr. 4 leuchtet mit einer Verzögerung von einer Sekunde auf. Das grüne Licht leuchtet weiter und zeigt an, dass das Gerät mit Strom versorgt wird. (Drücken Sie den roten Netzschalter Nr. 3 nach unten, um das Gerät auszuschalten)
-
Der Temperaturregler Nr. 7 schaltet sich mit einer Verzögerung von 1 bis 2 Sekunden ein, nachdem die grüne Betriebsanzeige leuchtet. Die Einheiten sind werksseitig in Celsius eingestellt. Drücken Sie die Einstelltaste und halten Sie sie gedrückt. Drücken Sie nun die Auf- oder Abwärtstaste, bis Sie die gewünschte Temperatur erreicht haben. Die Aufheizzeit beträgt nur ein bis zwei Minuten. Stellen Sie die Temperatur nicht über 510 Grad C ein. Für Probeschweißungen stellen Sie den Regler auf 400 Grad C. Dies ist möglicherweise nicht die endgültige Einstellung.
-
Stellen Sie den Vorwärts/Rückwärts-Schalter Nr. 5 in die Position Vorwärts. Dies zeigt die Bewegungsrichtung der Maschine und des Antriebs/der Andruckrolle an.
-
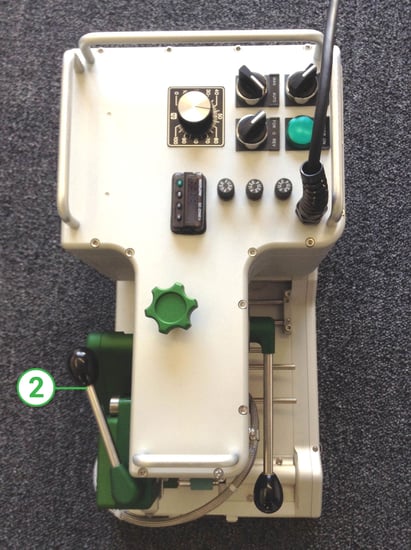
Stellen Sie den Man/Auto-Schalter Nr. 2 auf die Position Auto. Dadurch werden die Antriebs- und Andruckrollen aktiviert, wenn der Keil in die Schweißposition gebracht wird.
-
Schwenken Sie die Antriebsradbaugruppe #10 unter die untere Andruckrolle. Dadurch wird die Maschine automatisch bewegt. Wenn die Antriebsradbaugruppe entfernt ist, kann die Maschine im stationären Modus verwendet werden.
-
#Nr. 1 ist der Geschwindigkeitsregler. Sie ist von 0-30 Fuß pro Minute einstellbar. Die normale Einstellung liegt im Bereich zwischen 30 und 60, für 12-30 mil Waren.
-
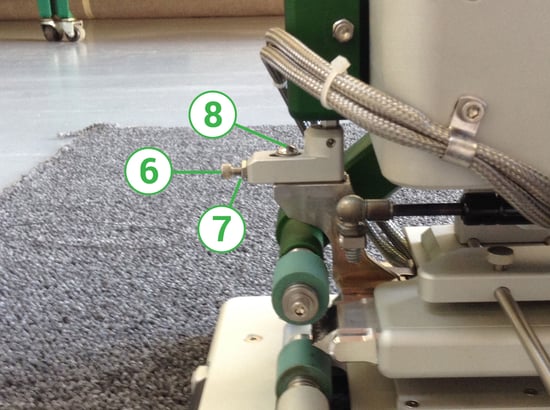
#Nr. 8 ist der Druckknopf. Er kann für mehr oder weniger Druck eingestellt werden, je nach Materialstärke.
-
Legen Sie das Material mit den richtigen Führungen in die Maschine ein und schließen Sie den Druckradgriff Nr. 9.
-
Schwenken Sie den Keilbetätigungsgriff Nr. 11 in Richtung der Maschine. Dadurch wird automatisch die Vorwärtsbewegung des Triad eingeleitet und der Keil mit dem Material in Eingriff gebracht.
-
Stellen Sie die Geschwindigkeit so lange nach oben oder unten ein, bis Sie sich vergewissern können, dass Sie eine gute Schweißnaht erhalten.

4.0 Materielle Leitfäden
Alle unten aufgeführten Anleitungen sind beim Kauf der Standardmaschine enthalten. Jede Führung gibt Ihnen eine bestimmte Art von Schweißnaht und mehr. Sie können immer nur ein Führungssystem gleichzeitig verwenden.
Der Top Guide wird bei allen drei verschiedenen Schweißfunktionen, Überlappung, Saum und Gebetsnaht, verwendet. Alle Führungen sind einstellbar.
Um eine präzise Schweißnaht ohne lose Lappen an der Ober- oder Unterseite des Blechs zu erzielen, sollten die Führungen so eingestellt werden, dass sie mit der Breite des Keils bzw. des Schweißbereichs übereinstimmen.
Überlappungsleitfaden
Top-Führer
Saum-Führer
Gebet oder Flossenführer

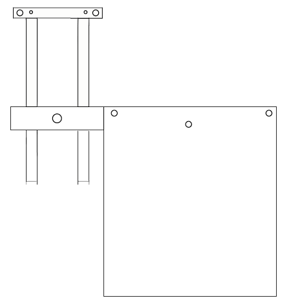
5.2 Saumschweißung
Schieben Sie die Saumführung Nr. 2 auf die drei rostfreien Stangen bis zur äußeren Hornführung Nr. 3 (Diagramm Nr. 1), lassen Sie dabei genug Platz zwischen den beiden, damit das Material leicht gleiten kann. Ziehen Sie die Rändelschraube (B) (Diagramm #1) an, so dass sich die äußere Hornführung und die Saumführung gemeinsam bewegen können. Dadurch wird die Größe des zu schweißenden Saums bestimmt. Drücken Sie auf den Saumschieber #4 (Diagramm #2), um die gewünschte Saumbreite oder -größe zu erreichen. Ziehen Sie dann die Rändelschrauben (C) (Diagramm #1) an, um sie zu fixieren.
5.3 Gebet oder Flossenschweißen
Positionieren Sie die Gebetsführung #5 unter dem Schweißhorn, indem Sie den Schlüssel in den Schlitz stecken. Befestigen Sie sie mit der mitgelieferten Schraube, sobald die korrekte Ausrichtung abgeschlossen ist.

5.4 Vordere Führungen
Die vorderen Führungen #6 sind einstellbar, um das Material vor dem Schweißprozess auszurichten. Dies hilft dem Bediener, das Material richtig in die Maschine einzuführen.

6.0 Allgemeine Wartung
Allgemeine Wartungsarbeiten sollten jährlich an Ihrem Triad Extreme Welder durchgeführt werden.
Die Kettenspannung sollte überprüft werden, um einen übermäßigen Verschleiß der Ketten und Ritzel zu vermeiden. Die Verwendung eines schäumenden Kettenschmiermittels haftet an der Kette und verlängert die Lebensdauer der Kette.
Die Andruckrollen sollten ausgetauscht werden, wenn sie Schnitte, flache Stellen, Brandflecken usw. aufweisen.
Die Keileinstellung sollte täglich vor dem Schweißen überprüft werden. Der Bediener sollte mit allen Keileinstellungen vertraut sein, um die beste Schweißqualität zu erzielen. Prüfen Sie auf lose Teile. Lose Teile können die Keileinstellung bei jedem Einrasten verändern.
Um genaue Schweißnähte und eine längere Lebensdauer des Keils zu gewährleisten, sollte der Keil regelmäßig gereinigt und geschliffen werden.
REINIGUNG: Die Reinigung des Keils sollte täglich erfolgen. Es gibt zwei Möglichkeiten, den Keil zu reinigen.
-
Wenn sich die Andruckrollen in der oberen Position und der Keil in der Schweißposition befinden, verwenden Sie die mitgelieferte Messingbürste und reinigen Sie die Ober- und Unterseite des Keils. Dies kann nach jeder Schweißung oder nach Bedarf erfolgen.
-
Die zweite Methode zur Reinigung des Keils besteht darin, die Temperatur für 5-10 Minuten auf 510 Grad Celsius zu erhöhen. Dadurch werden die Rückstände auf dem Keil verbrannt und lösen sich ab. Verwenden Sie die Messingbürste zum Entfernen.
HONEN: Der Keil sollte gehont werden, wenn es Anzeichen von Verschleiß am Keil gibt. Dies zeigt sich an ungleichmäßigen Schweißnähten, abgerundeten Kanten oder Ecken des Keils.
-
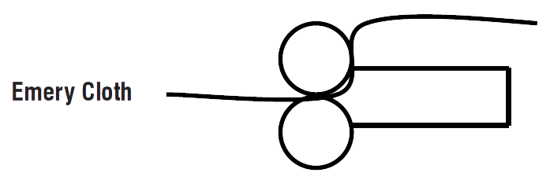
Montieren Sie die beiden glatten Stahlwalzen an der Maschine (schleifen Sie den Keil nicht mit den Silikonwalzen an der Maschine).
-
Drehen Sie den Vorwärts-/Rückwärtsschalter in die Rückwärtsposition.
-
Keil in Schweißposition schwenken und Rollen schließen.
-
Nehmen Sie das mitgelieferte feine Schmirgelleinen und führen Sie es durch die Walzen auf der Oberseite des Keils zurück. Wiederholen Sie diesen Schritt an der Unterseite des Keils.
-
Wiederholen Sie Schritt 4 oben und unten, bis die gesamte Länge des Keils gleichmäßig abgenutzt ist.
-
Wenn das Honen den Keil nicht ausrichtet, lesen Sie den Abschnitt Keiljustierung. Möglicherweise ist eine Kombination aus Honen und Einstellen erforderlich.
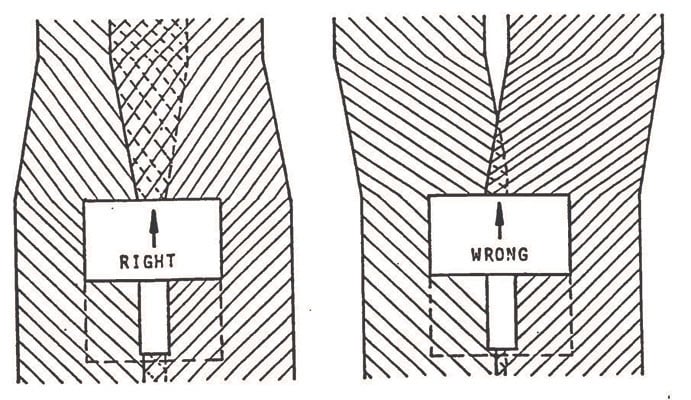
Eine korrekte Ausrichtung der Keile ist für eine einwandfreie Schweißung unerlässlich. Die Geräte werden im Werk voreingestellt. Vor dem eigentlichen Einsatz der Maschine sollten Probeschweißungen durchgeführt werden. Wenn die Probeschweißungen nur auf der einen oder anderen Seite gut sind oder nur teilweise geschweißt werden, bedeutet dies, dass der Keil nicht ausgerichtet oder rechtwinklig zu den Rollen ist und die Ausrichtung angepasst werden muss. Trennen Sie das Gerät von der Stromquelle und stellen Sie sicher, dass der Keil abgekühlt ist, bevor Sie an der Maschine arbeiten.
1. Ziehen Sie den Griff der Andruckrolle Nr. 1 nach unten. Dadurch werden die Andruckrollen geschlossen.

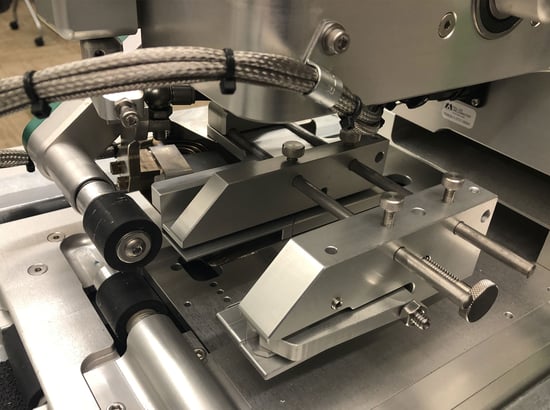
2. Schwenken Sie den Keilgriff #2 so, dass der Keil in die Rollen einrastet. Der Keil #4 sollte auf beiden Seiten in die Rollen #3 passen und zentriert sein.
3. Um den Keil zwischen den Rollen zu zentrieren, drehen Sie die Schraube Nr. 5; dadurch wird der Keil nach oben und unten fein eingestellt. Es ist nur eine 1/8- oder 1/4-Drehung erforderlich. Nicht überdrehen. Bewegen Sie den Griff der Andruckrolle langsam nach oben und unten, um die Zentrierung zu überprüfen. Keilgriff ein- und ausschwenken, um die richtige Positionierung sicherzustellen.
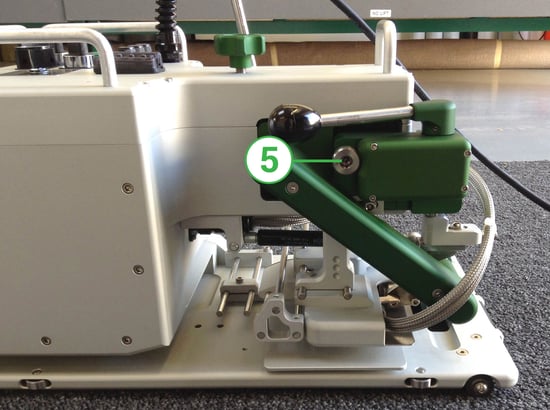
4. Die Einstellschraube #6 bewegt den Keil auf einer Mittelachse nach links und rechts. Lösen Sie die Feststellschraube #8, um die Einstellung vorzunehmen. Lösen Sie die Sicherungsmutter #7 und drehen Sie die Einstellschraube im Uhrzeigersinn, um die rechte Seite des Keils nach innen zu bringen, und gegen den Uhrzeigersinn, um die linke Seite nach innen zu bringen. Wenn die Einstellung korrekt ist, ziehen Sie die Feststellschraube und die Sicherungsmutter an.
5. Die Keilanschlagschraube #9 stoppt die Bewegung des Keils, wenn der Keil in die Schweißposition gebracht wird. Lösen Sie die Sicherungsmutter Nr. 10 und drehen Sie die Einstellschraube in die richtige Position hinein oder heraus. Die Kante des Keils sollte fest und rechtwinklig in die Rollen an beiden Enden passen.

Machen Sie eine Probeschweißung, bevor Sie mit der Arbeit fortfahren. Die Feineinstellung kann vorgenommen werden, während der Keil heiß ist. Lassen Sie den Heizkeil nicht über einen längeren Zeitraum in die Silikonrollen laufen, ohne dass sich das Material in der Maschine befindet, da sich das Silikon sonst verzieht.
HINWEIS: Bei dickeren Produkten (30mil und mehr) kann es notwendig sein, den Keil herauszuziehen, um Platz für das Material zu schaffen.Der Keil sollte ersetzt werden, wenn das Abziehen und Einstellen nicht mehr funktioniert. Wenn das Heizelement nach einer gewissen Zeit ausfällt, lassen sich die Heizelemente möglicherweise nicht leicht entfernen. Der Keil und das Heizelement müssen dann höchstwahrscheinlich zusammen ausgetauscht werden.
-
Ziehen Sie den Netzstecker und vergewissern Sie sich, dass der Keil abgekühlt ist.
-
Entfernen Sie die Schraube #11 der Aufhängevorrichtung und nehmen Sie die Keilgehäusebaugruppe #14 ab.
-
Schrauben Sie den Heizungsanschluss Nr. 12 ab und lösen Sie ihn.
-
Entfernen Sie beide Keilschrauben #13 und nehmen Sie den Keil ab.
-
Neuen Keil mit Keilschrauben montieren. Heizungsanschluss anbringen und Keil wieder anbringen.
-
Das Gehäuse mit der Schraube Nr. 11 zentrieren und festziehen.
-
Eventuell ist eine Keilausrichtung erforderlich, siehe Abschnitt Keiljustierung.
10.0 Einbau der Keile

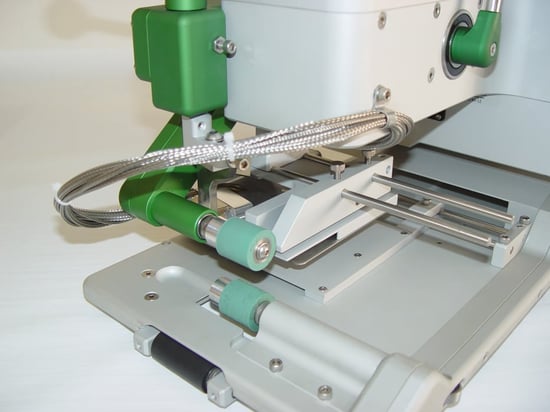
Befestigen Sie den Keil mit zwei Schrauben am Keilhalterungsarm und an der Führungshalterung (siehe Foto). Positionieren Sie die Heizdrähte ordnungsgemäß auf der Leitungshalterung und schließen Sie die Laschen vorsichtig, um sie zu sichern.

Wenn der Keil eingerastet ist, verwenden Sie Kabelbinder, um die Heizdrähte zusammenzuhalten. Achten Sie darauf, dass die Heizdrähte um den oberen Quetschwalzenarm und um die Rückseite der Triade gewickelt werden.

Mit Clip und Schraube um die Heizdrähte befestigen und am Gehäuse der Triade anbringen. Nicht vollständig festziehen.
Verbinden Sie den Heizkeil elektrisch mit der Buchse am Gehäuse der Triade. Nach dem Anschluss den Heizdraht bequem biegen und richtig in der Klemme positionieren. Schwenken Sie den Heizkeil in und aus der Schweißposition, um sicherzustellen, dass er bequem um die Rückseite der Triade gewickelt ist. Wenn Sie fertig sind, ziehen Sie den Clip fest, um ihn zu sichern.

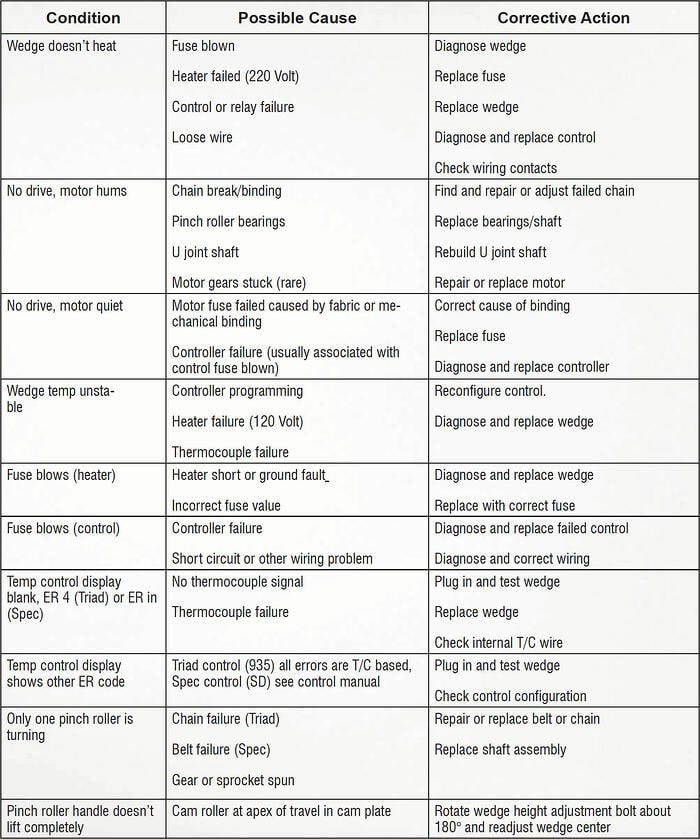
11.0 Fehlersuche