Diese Bedienungsanleitung ist als Leitfaden für den Betrieb des T2 Extreme Seam-Schweißgeräts gedacht. Um eine optimale Leistung Ihres Schweißgeräts zu gewährleisten, befolgen Sie bitte die Empfehlungen und Spezifikationen genau.
Inhaltsübersicht
- Kapitel 1: Bestimmungsgemäße Verwendung
- Kapitel 2: Erläuterung der Warnhinweise
- Kapitel 3: Elektrische Anforderungen
- Kapitel 4: Grundsätze der Heißsiegelung
- Kapitel 5: Definition von Kontrollen
- Kapitel 6: Betrieb
- Kapitel 7: Anpassung
- Kapitel 8: Tipps zum Schweißen
- Kapitel 9: Leitfäden
- Kapitel 10: Wartung
- Kapitel 11: Empfohlene Ersatzteile
- Kapitel 12: Transport und Lagerung
- Kapitel 13: Zusätzliche Maschinendokumente
Für weitere technische Informationen zu diesem Gerät rufen Sie unser Resolution Center unter 1-855-888-WELD an oder senden Sie eine E-Mail an service@weldmaster.com.
1.0 Verwendungszweck
Die T2 ist eine Rotations-Heißkeil-Schweißmaschine, die für das Heißsiegeln von schweißbaren Thermokunststoffen wie z.B.:
- Vinyl (PVC)-laminierte und beschichtete Gewebe
- Vinyl (PVC)- und Polyurethan (PU)-Folien
- Polyurethan (PU) und Polypropylen (PP) beschichtetes Gewebe
- Polyethylen (PE)
- Folien und Gewebe aus thermoplastischem Gummi (TPR)
- Vliesstoff aus Polyester und Polypropylen
- Verschiedene Fixierbänder
- Schweißbares Gurtband
- Starre stranggepresste Produkte
Der Hersteller ist damit nicht einverstanden:
- Andere Verwendungszwecke für diese Maschinen.
- Das Entfernen von Schutzvorrichtungen während des Betriebs.
- Unbefugte Veränderung der Maschinen.
- Verwendung von Ersatzteilen, die nicht vom Hersteller zugelassen sind.
 Nur ein ordnungsgemäß geschulter Techniker darf routinemäßige Wartungsarbeiten durchführen oderReparaturen an den Maschinen.
Nur ein ordnungsgemäß geschulter Techniker darf routinemäßige Wartungsarbeiten durchführen oderReparaturen an den Maschinen.
HINWEIS: Der Hersteller haftet nicht für Schäden oder Verletzungen, die durch eine unsachgemäße Verwendung dieses Geräts entstehen.
2.0 Erläuterung der Warnhinweise
Auf dem Miller Weldmaster T3 befinden sich verschiedene Warnsymbole. Die Symbole sollen den Bediener auf potenziell gefährliche Bereiche an der Maschine hinweisen. Machen Sie sich mit der Platzierung und Bedeutung der Symbole vertraut.

Vorsicht! Gerät ausstecken
Der Aufkleber "Vorsicht: Maschine ausstecken" befindet sich in der Nähe der Öffnung des Gehäuses und aller Zugangsklappen. Um einen Stromschlag zu vermeiden, sollte die Maschine immer vom Stromnetz getrennt werden, bevor die Schranktür geöffnet wird.

Vorsicht! Elektrizität
Der Aufkleber "Vorsicht: Elektrizität" wird in der Nähe von Bereichen angebracht, in denen sich elektrische Geräte befinden.

Achtung! Dokument lesen
Lesen Sie vor dem Gebrauch die Begleitdokumentation.
3.0 Elektrische und lufttechnische Anforderungen
Warnung! Der Anschluss an die Stromversorgung darf nur von einem qualifizierten Elektriker vorgenommen werden.
Elektrische Versorgung
Aufgrund der Vielzahl der verfügbaren Steckdosen wird das Kabel nicht mit einem Stecker geliefert. Es wird empfohlen, dass Ihr Elektriker einen Stecker installiert, der mit Ihrer Steckdose kompatibel ist. Sie können Ihr Netzkabel auch fest mit Ihrer Stromversorgung verdrahten lassen. Es
wird empfohlen, dass Ihr Elektriker einen Anschlusskasten mit einem EIN/AUS-Schalter mit Kurzschlussschutz verwendet, der gemäß den örtlichen Elektrovorschriften für die primäre Unterbrechung geeignet ist. Für den Miller Weldmaster T-3 ist die folgende Spannungsversorgung erforderlich.
-15 Ampere - einphasig - 110/220 Volt
4.0 Grundsätze der Heißsiegelung
Wärme
Heißluft-Heizsystem
Die für den Schweißvorgang erforderliche Wärme wird elektrisch durch ein Heizelement im Heizelementgehäuse erzeugt. Der interne Luftkompressor pumpt Luft über das Heizelement und leitet die Wärme durch die Heißluftdüse, wodurch die Wärme auf das zu schweißende Material übertragen wird. Die Temperatur der Heißluft reicht von 25 bis 600 Grad Celsius (100 bis 1.200 Grad Fahrenheit).
Geschwindigkeit
Die Geschwindigkeit der Schweißrollen bestimmt die Zeit, in der die Hitze auf das zu schweißende Material einwirkt. Je langsamer die Geschwindigkeit eingestellt ist, desto stärker wird das Material erhitzt. Je schneller die Geschwindigkeitseinstellung, desto weniger wird das Material erwärmt. Um eine optimale Schweißnaht zu erzielen, sollte das Material nur minimal erwärmt werden, aber dennoch eine vollständige Schweißnaht ergeben. Zu viel Hitze führt zu einer Verformung des Materials, während zu wenig Hitze das Material am Schweißen hindert.
Druck
Der Druck der Schweißrolle ist der letzte Schritt bei der Herstellung einer Schweißnaht. Der Druck der Schweißrolle presst das erhitzte Material zusammen und schließt den Schweißvorgang ab.
Zusammenfassung
Beim Heißsiegeln sorgt die richtige Kombination aus Hitze, Geschwindigkeit und Druck für eine einwandfreie Schweißnaht.
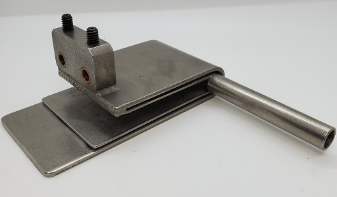
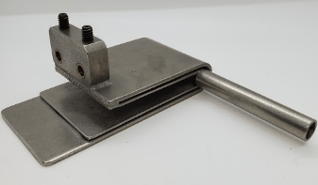
 Startposition: Wenn sich der Hebel in der Startposition befindet, ist die Heizdüse ausgeschwenkt und befindet sich in einem angehaltenen Zustand.
Startposition: Wenn sich der Hebel in der Startposition befindet, ist die Heizdüse ausgeschwenkt und befindet sich in einem angehaltenen Zustand.
 Walzen öffnen/schließen: Wenn sich der Hebel in der Position Rollen öffnen/schließen befindet, schließt sich die obere Schweißrolle und klemmt das Material ein.
Walzen öffnen/schließen: Wenn sich der Hebel in der Position Rollen öffnen/schließen befindet, schließt sich die obere Schweißrolle und klemmt das Material ein.
 Düse Swing In/Out: Wenn Sie den Hebel in die Position "Düse ein-/ausschwenken" bewegen, schwenkt die Düse in ihre Position und die Schweißrollen beginnen sich zu drehen.
Düse Swing In/Out: Wenn Sie den Hebel in die Position "Düse ein-/ausschwenken" bewegen, schwenkt die Düse in ihre Position und die Schweißrollen beginnen sich zu drehen.
 Luft ein/aus: Kippschalter zum Ein- und Ausschalten.
Luft ein/aus: Kippschalter zum Ein- und Ausschalten.
Temperaturregler: Durch Drehen des Knopfes im Uhrzeigersinn wird die Temperatur erhöht. Drehen des Knopfes gegen den Uhrzeigersinn verringert die Temperatur.
6.0 Betrieb
HINWEIS: Bevor Sie die Maschine in Betrieb nehmen, überprüfen Sie sie bitte sorgfältig und stellen Sie sicher, dass sich keine Fremdkörper unter dem Schweißbereich befinden. Vergewissern Sie sich, dass die Umgebung der Maschine frei von brennbaren Abfällen ist. Die Maschine darf nur von autorisierten Personen bedient werden.
Start-up
(Vergewissern Sie sich, dass der Starthebel der Maschine in der Position "Start" steht.) Schließen Sie das Netzkabel an die entsprechende Stromversorgung an.
2. Ausrichtung von Düse, Schweißrolle und Führung prüfen
3. Schalten Sie den Heißluftschalter auf ON (-).
4. Drehen Sie den Temperaturregler auf die gewünschte Temperatur und lassen Sie die Hitze bis zur gewünschten Temperatur ansteigen.
5. Prüfen Sie die Ausrichtung der Düsen, nachdem das Heizsystem die gewünschte Temperatur erreicht hat.
6. Material in die Schweißrollen einführen und mit dem Schweißen beginnen.
Abgeschaltet:
1. Drehen Sie den Temperaturregler auf die niedrigste Temperaturstufe (0). Lassen Sie die aus der Düse austretende Lufttemperatur die Umgebungstemperatur erreichen.
2. Schalten Sie den Heißluftschalter auf OFF (0).
3. Ziehen Sie den Netzstecker des Geräts und/oder schalten Sie den Hauptschalter aus.

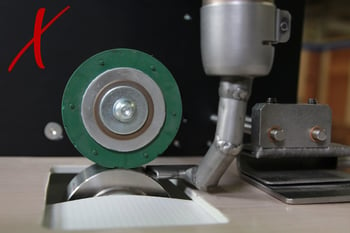
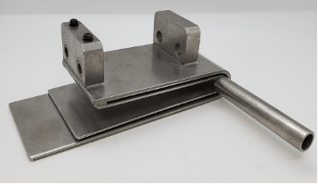
Einstellung der Heißluftdüse
Die Platzierung der Heißluftdüse ist eine wichtige Komponente beim Heißluftschweißen. Wenn das Heißluftsystem einschwenkt, muss die Spitze der Düse unbedingt direkt in den Quetschpunkt der Schweißrollen blasen. Vergewissern Sie sich vor dem Einstellen der Heißluftdüse, dass die Materialführung entfernt ist, damit sie einschwenken kann und Sie die Einstellungen frei vornehmen können.
Einstellung der Heißluftdüse
Bevor Sie die Ausrichtung der Heißluftdüse überprüfen, stellen Sie den Geschwindigkeitsregler auf eine niedrige Stufe und schließen Sie die Schweißrollen.
- Schwenken Sie die Heißluftdüse in die richtige Position, indem Sie den Steuerhebel in die Position "Nozzle Swing In/Out" drehen. Sobald die Heissluftdüse die Schweissposition erreicht hat, überprüfen Sie die Position der Heissluftdüse in Bezug auf die Schweissrollen und drehen Sie den Steuerhebel zurück in die Startposition.
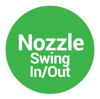
- Stellen Sie sicher, dass die Düse rechtwinklig zu den Schweißrollen steht und direkt und gerade in den Quetschpunkt der Rollen bläst.
- Wenn die Höhe der Heißluftdüse über oder unter dem Quetschpunkt liegt, ist eine Anpassung erforderlich.
- Um Um die Ausrichtung der Düse einzustellen, muss sich der Keil zunächst in der Ausgangsposition befinden.
- Lösen Sie die einzelne Kreuzschlitzschraube, mit der die Düse am Heißluftsystem befestigt ist, und nehmen Sie die Einstellungen vor. (Vergewissern Sie sich, dass das Heißluftsystem abgekühlt ist; andernfalls kann es zu Verletzungen kommen).
- Nehmen Sie die Einstellungen vor und beginnen Sie mit dem Schweißen.

Schlechte Schweißnaht
Dies ist keine gute Schweißnaht. Das Gewebe ist zwar einigermaßen verschweißt, aber nicht zu 100 %. Damit diese Schweißnaht akzeptiert wird, müssen zwei Dinge geschehen. Entweder muss die Geschwindigkeit verringert oder die Hitze erhöht werden.

Gute Schweißnaht
Dies ist eine gute Schweißnaht. Der Stoff ist zu 100 % verschweißt. Sie können sehen, dass sich der Stoff über die gesamte Breite der Naht auflöst.

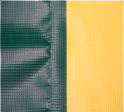
Ungleichmäßige Gewebespannung
Dies ist ein Beispiel für eine zu hohe Spannung auf der oberen Stoffbahn. Es ist wichtig, dass der Bediener während des Schweißens eine gleichmäßige (gleiche) Spannung auf die obere und untere Stoffbahn ausübt. Wie in der Abbildung zu sehen ist, geht die grüne Bahn durch die linke Seite (oben) des Schweißgeräts und die gelbe Bahn durch die rechte Seite (unten) des Schweißgeräts. Wenn die obere Bahn stärker gespannt ist, weist die untere Bahn neben der Schweißnaht Falten auf. Passen Sie die gehaltene Spannung an, um ein glatteres Ergebnis zu erzielen.
Ungleichmäßige Gewebespannung
Dies ist ein Beispiel für eine zu hohe Spannung auf der unteren Stoffbahn. Es ist wichtig, dass der Bediener beim Schweißen eine gleichmäßige (gleiche) Spannung auf die obere und untere Stoffbahn ausübt. Wie in der Abbildung zu sehen ist, geht die grüne Bahn durch die linke Seite (oben) des Schweißgeräts und die gelbe Bahn durch die rechte Seite (unten) des Schweißgeräts. Wenn die untere Bahn stärker gespannt ist, weist die obere Bahn neben der Schweißnaht Falten auf. Passen Sie die gehaltene Spannung an, um ein glatteres Ergebnis zu erzielen.

Perfekte Naht
Dies ist ein Beispiel für eine perfekte Naht. Es gibt keine Welligkeit, Falten oder Faltenbildung. Die Hitze, die Geschwindigkeit und der Druck in Verbindung mit der angewandten Spannung der Bediener sind perfekt.
.png?width=318&name=1%E2%80%9D%20Hem%20(25mm).png)
.png?width=318&name=1.5%E2%80%9D%20Hem%20(38mm).png)
10.0 Wartung
Der Miller Weldmaster T2 verfügt über bestimmte Elemente, die gewartet werden müssen, damit die Maschine so effektiv wie möglich arbeitet. Der T2 hat eine Kette, die zum Antrieb der Schweißrollen und der Laufrolle an der Maschine dient. Obwohl es sich nicht um wartungsintensive Teile handelt, sollten die Ketten alle 3 Monate inspiziert werden um sicherzustellen, dass keine übermäßige Korrosion, Rost oder Schmutz vorhanden ist. Überprüfen Sie auch, ob die Kette, die Kettenräder oder die Zahnräder locker sind. Schmieren Sie Ketten und Zahnräder bei Bedarf alle 3 Monate mit Getriebeöl 80-90 W.
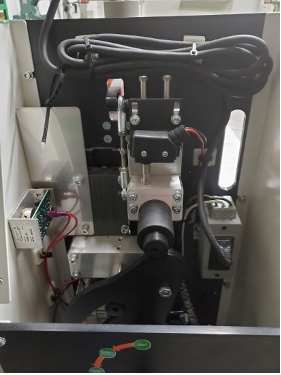

1. Vor Beginn von Inspektionen oder Wartungsarbeiten jeglicher Art muss der Netzschalter ausgeschaltet oder abgezogen werden.
2. Nehmen Sie die hintere Abdeckung der Maschine ab und überprüfen Sie die Ketten, Ritzel, Zahnräder und alle anderen mechanischen Teile. Achten Sie bei der Inspektion auf abgenutzte Oberflächen, dunklen Staub unter den Kettenrädern und Zahnrädern, trockene Ketten oder andere Anzeichen von Verschleiß.
3. Ölen Sie Ketten, Ritzel und Zahnräder nach Bedarf. Ersetzen Sie verschlissene Teile nach Bedarf.
4. Nachdem das mechanische System inspiziert und gewartet wurde, überprüfen Sie das elektrische System. Beginnen Sie die Inspektion, indem Sie zunächst das Innere der Maschine mit einer Druckluftpistole leicht ausblasen (stellen Sie sicher, dass die Druckluft vollständig trocken und sauber ist). Untersuchen Sie die elektrischen Komponenten, Kabel und Kabelanschlüsse auf dunkle/verfärbte Stellen.
7. Bringen Sie nach Abschluss der Inspektion und Wartung die hintere Abdeckung wieder an und ziehen Sie alle Befestigungsschrauben fest.
11.0 Empfohlener Ersatz
Miller Weldmaster empfiehlt, die folgenden Ersatzteile auf Lager zu halten:
HINWEIS: Der Hersteller haftet nicht für Schäden oder Verletzungen, die durch eine unsachgemäße Verwendung dieses Geräts entstehen.
- Wärmeelement
- Walzen schweißen
- Düsen ( 1", 1.5", 2" )
12.0 Transport und Lagerung
Transport innerhalb einer Produktionsstätte
Aufgrund des Gewichts der Maschine Miller Weldmaster benötigt der Hersteller zwei Personen, um die Maschine zu bewegen. Greifen Sie beim Anheben der Maschine am Sockel und nicht an unsicheren Teilen. Heben Sie die Maschine langsam und vorsichtig an, um mögliche Verletzungen zu vermeiden. Sichern Sie alle Teile vor dem Anheben.
Transport außerhalb einer Produktionsstätte
Der Hersteller verlangt, dass die Maschine Miller Weldmaster auf eine Palette gestellt und mit einem Gabelstapler oder einer Zugmaschine auf einen Lkw verladen wird. Die Gabeln müssen unterhalb des unteren Rahmens entlang des Schwerpunkts eingesetzt werden. Vergewissern Sie sich vor dem Anheben der Maschine, dass alle Komponenten gesichert sind. Heben Sie die Maschine langsam an, um sicherzustellen, dass die Gabeln richtig platziert sind. Sichern Sie die Maschine auf der Palette oder dem Anhänger und schützen Sie die verschiedenen Bedienelemente und Funktionen, indem Sie die Maschine verpacken.
Lagerung
Der Hersteller empfiehlt, die Maschine immer dann, wenn sie nicht in Gebrauch ist, vor übermäßigem Staub und Feuchtigkeit zu schützen. Der Bediener sollte sich mit den Warnsymbolen an der Maschine vertraut machen, um auf die potenziell gefährlichen Bereiche der Maschine aufmerksam zu sein.
13.0 Zusätzliche Maschinendokumente