
Diese Bedienungsanleitung ist als Leitfaden für den Betrieb des 112 Extreme Seam gedacht. Um eine optimale Leistung Ihres Schweißgeräts zu gewährleisten, befolgen Sie bitte die Empfehlungen und Spezifikationen genau.
Inhaltsübersicht
- Kapitel 1: Bestimmungsgemäße Verwendung
- Kapitel 2: Erläuterung der Warnhinweise
- Kapitel 3: Elektrische und lufttechnische Anforderungen
- Kapitel 4: Grundsätze der Heißsiegelung
- Kapitel 5: Bildschirmfotos
- Kapitel 6: Anpassungen
- Kapitel 7: Wartung
- Kapitel 8: Tipps zum Schweißen
- Kapitel 9: Zusätzliche Maschinendokumente
Für weitere technische Informationen zu diesem Gerät rufen Sie unser Resolution Center unter 1-855-888-WELD an oder senden Sie eine E-Mail an service@weldmaster.com.
1.0 Verwendungszweck
Die 112 ist eine Rotations-Heißluftschweißmaschine, die zum Heißsiegeln von schweißbaren Thermokunststoffen wie z. B:
- Nicht gewebtes Polypropylen
- Vinyl (PVC) laminierte Gewebe
- Vinyl (PVC) beschichtete Gewebe
- Vinyl (PVC)-Folien
- Polyurethan (PU) beschichtete Gewebe
- Polyurethan (PU)-Folien
- Polypropylen (PP) beschichtete Gewebe
- Polyethylen (PE)
- Thermoplastische Kautschukfolie (TPR)
- Thermoplastischer Gummi (TPR)
- Starre stranggepresste Produkte
Der Hersteller ist damit nicht einverstanden:
- Andere Verwendungszwecke für diese Maschinen.
- Das Entfernen von Schutzvorrichtungen während des Betriebs.
- Unbefugte Veränderung der Maschinen.
- Verwendung von Ersatzteilen, die nicht vom Hersteller zugelassen sind.
 Nur ein ordnungsgemäß geschulter Techniker darf routinemäßige Wartungsarbeiten durchführen oderReparaturen an den Maschinen.
Nur ein ordnungsgemäß geschulter Techniker darf routinemäßige Wartungsarbeiten durchführen oderReparaturen an den Maschinen.
HINWEIS: Der Hersteller haftet nicht für Schäden oder Verletzungen, die durch eine unsachgemäße Verwendung dieses Geräts entstehen.
2.0 Erläuterung der Warnhinweise
Auf dem Miller Weldmaster 112 befinden sich verschiedene Warnsymbole. Die Symbole sollen den Bediener auf potenziell gefährliche Bereiche an der Maschine hinweisen. Machen Sie sich mit ihrer Anordnung und Bedeutung vertraut.

Vorsicht! Heiß
Das Symbol "Vorsicht: Heiß" ist auf einem Schutzgitter in der Nähe heißer Oberflächen angebracht.

Gefahr: Quetschstellen
Das Symbol "Gefahr: Einklemmstellen" befindet sich in der Nähe möglicher Einklemmstellen. Halten Sie bei laufender Maschine keine Körperteile in die Nähe dieser Bereiche der Maschine.

Vorsicht! Gerät ausstecken
Der Aufkleber "Vorsicht: Maschine ausstecken" befindet sich in der Nähe der Öffnung des Gehäuses und aller Zugangsklappen. Um einen Stromschlag zu vermeiden, sollte die Maschine immer vom Stromnetz getrennt werden, bevor die Schranktür geöffnet wird.

Warnung: Hände frei halten
Der Aufkleber "Warnung: Keep Hands Clear" befindet sich auf der Heizungsbaugruppe. Um Quetschungen oder Verbrennungen zu vermeiden, achten Sie immer darauf, wo Sie Ihre Hände haben.

Warnung: Luft mit hoher Temperatur
Der Aufkleber "Warnung: Hohe Lufttemperatur" ist auf der Heizungsbaugruppe angebracht.

Vorsicht! Elektrizität
Der Aufkleber "Vorsicht: Elektrizität" wird in der Nähe von Bereichen angebracht, in denen sich elektrische Geräte befinden.
3.0 Elektrische und lufttechnische Anforderungen
Warnung! Der Anschluss an die Stromversorgung darf nur von einem qualifizierten Elektriker vorgenommen werden.
Elektrische Versorgung
Aufgrund der Vielzahl der verfügbaren Steckdosenmodelle ist das Kabel nicht im Lieferumfang enthalten. Es wird empfohlen, dass Ihr Elektriker ein Kabel und einen Stecker installiert, die mit Ihrem Steckdosentyp vergleichbar sind. Sie können Ihr Netzkabel auch fest mit dem Netzteil verdrahten. Es wird empfohlen, dass Ihr Elektriker einen Verteilerkasten mit einem EIN/AUS-Schalter mit Kurzschlussschutz verwendet, der gemäß den örtlichen Elektrovorschriften für die primäre Trennung geeignet ist. Für das Miller Weldmaster 112 Extreme ist eines der folgenden Netzteile erforderlich. Welches Netzteil für Ihr Gerät erforderlich ist, entnehmen Sie bitte dem elektrischen Schaltplan.
- 80 Ampere - einphasig - 230 Volt
- 80 Ampere - 3 Phasen - 230 Volt
- 60 Ampere - 3 Phasen - 400 Volt
Shop Luftversorgung
Miller Weldmaster 112 Extreme enthält ein Ventil für die Luftzufuhr in der Werkstatt, das einen schnellen Anschluss und eine schnelle Trennung von der Werkstattluftversorgung ermöglicht. Aufgrund der vielen verschiedenen Arten von Luftleitungsanschlüssen ist ein männlicher Schnellanschluss nicht im Lieferumfang enthalten. Sie müssen einen männlichen Schnellanschluss mit einem ¼ Zoll NPT (National Pipe Thread) wählen, der zu Ihrem weiblichen Schnellanschluss passt. Die Miller Weldmaster 112 Extreme benötigt die folgenden Anforderungen an die Werkstattluft:
- Mindestens 12 cfm bei 120 psi
- Nicht mehr als 340 Liter/min bei 8,2 Bar
- Ein Inline-Wasser- und Schmutzabscheider
Sicherheitshinweise
Stellen Sie das Material nicht ein, während sich die Maschine bewegt. Halten Sie Hände, langes Haar, lose Kleidungsstücke und Gegenstände wie Krawatten von den Walzen fern, die Quetschstellen haben, um Verwicklungen und Einklemmungen zu vermeiden, die Körperteile oder Kleidung einklemmen und schwere Verletzungen verursachen können. Sorgen Sie für ausreichend Platz um die Maschine, um einen sicheren und effektiven Betrieb zu gewährleisten. Die Maschine muss stillstehen und bewegliche Teile müssen blockiert sein, bevor Reinigungs-, Öl-, Einstell-, Reparatur- oder Wartungsarbeiten an irgendeinem Teil der Maschine durchgeführt werden. Tragen Sie immer eine persönliche Schutzausrüstung. (PSA) bezieht sich auf Schutzkleidung, Helme, Schutzbrillen oder andere Kleidungsstücke, die den Körper des Trägers vor Verletzungen schützen sollen.
4.0 Grundsätze der Heißsiegelung
Heiße Luft
Die für den Schweißvorgang erforderliche Wärme wird elektrisch durch zwei Heizelemente erzeugt, die sich im Heizelementgehäuse befinden. Die Temperatur der Heißluft reicht von 100 bis 1350 Grad Fahrenheit oder 25 bis 730 Grad Celsius.
Geschwindigkeit
Die Geschwindigkeit der Schweißrollen bestimmt die Zeit, in der die Hitze auf das zu schweißende Material einwirkt. Je langsamer die Geschwindigkeit eingestellt ist, desto stärker wird das Material erhitzt. Je schneller die Geschwindigkeitseinstellung, desto weniger wird das Material erwärmt. Um eine optimale Schweißnaht zu erzielen, sollte das Material nur minimal erwärmt werden, aber dennoch eine vollständige Schweißnaht ergeben. Zu viel Hitze führt zu einer Verformung des Materials, während zu wenig Hitze das Material am Schweißen hindert.
Druck
Der Druck der Schweißrolle ist der letzte Schritt bei der Herstellung einer Schweißnaht. Der Druck der Schweißrolle presst das erhitzte Material zusammen und schließt den Schweißvorgang ab.
Zusammenfassung
Beim Heißsiegeln sorgt die richtige Kombination aus Hitze, Geschwindigkeit und Druck für eine einwandfreie Schweißnaht.
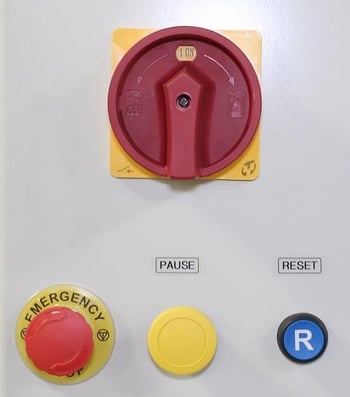
Not-Aus: Wenn Sie diese Taste drücken, schaltet sich die Maschine ab. Um die Maschine wieder zu starten, müssen Sie die Taste drehen und herausziehen.
Pause: Durch Drücken dieser Taste wird die Bewegung des Kopfschlittens angehalten.
Zurücksetzen: Durch Drücken dieser Taste wird die Maschine beim Einschalten oder nach Betätigung eines Notausschalters aktiviert.

Alles löschen: Mit dieser Funktion lassen sich alle Staubsauger und Stoffklemmen mit einem einzigen Tastendruck ausschalten.
Vakuum links: Mit dieser Funktion wird das linke Vakuum ein- oder ausgeschaltet.
Vakuum rechts: Diese Funktion dient dazu, das rechte Vakuum ein- oder auszuschalten.
Klammer links: Diese Funktion dient dazu, die linke Klammer zu öffnen oder zu schließen.
Klammer rechts: Mit dieser Funktion wird die rechte Klammer geöffnet oder geschlossen.
Schweißrolle: Der Zweck dieser Funktion ist es, die Schweißrolle nach oben oder unten zu heben.
Maschinengeschwindigkeit: Mit der Maschinengeschwindigkeit wird die Geschwindigkeit des Schlittens während des Schweißvorgangs gesteuert. Die Maschinendrehzahl ist ein Prozentsatz der Geschwindigkeit, mit der der 112 extreme Kopfschlitten fährt.
Heizen: Mit dieser Funktion können Sie die Heizung ein- und ausschalten.
Temperatur SP: Dieses Feld dient dazu, den Sollwert für die Temperatur anzuzeigen und dem Bediener die Möglichkeit zu geben, die Temperatur manuell zu ändern, ohne die Rezepte aufrufen zu müssen.
Temperatur PV: Dieses Feld dient dazu, dem Bediener die aktuelle Temperatur an den Elementen anzuzeigen.
Pfeiltaste: Dient zum Aufrufen des Popup-Fensters für die Steuerung.
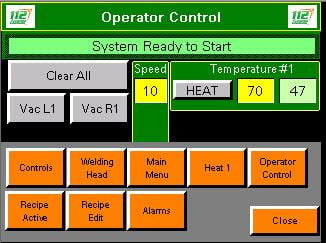
Steuerung: Durch Drücken dieser Taste wird der Bildschirm Steuerung geöffnet.
Schweißkopf: Durch Drücken dieser Taste wird der Bildschirm für den Schweißkopf geöffnet.
Hauptmenü: Wenn Sie diese Taste drücken, wird das Hauptmenü angezeigt.
Heizen 1: Wenn Sie diese Taste drücken, werden die Bedienelemente für jeden Schweißkopf geöffnet.
Bildschirm Rezeptur aktiv: Zeigt alle aktuellen Parameter für das ausgewählte Rezept an.
Rezeptbearbeitung: Durch Drücken dieser Schaltfläche wird der Bildschirm Rezeptbearbeitung geöffnet.
Alarm: Hier werden die aktuell aktiven Alarme angezeigt, falls vorhanden.
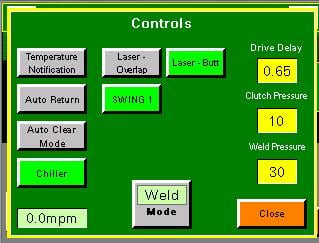
Temperatur-Benachrichtigung: Wenn dies ausgewählt ist, benachrichtigt 112 Extreme den Bediener, um die Düsenplatzierung zu überprüfen, wenn der Temperaturregler um +/- 160 F geändert wird.
Automatischer Rücklauf: Wenn diese Option ausgewählt ist, leuchtet sie grün und der Schlitten kehrt von selbst zurück, wenn die Endposition erreicht ist.
Automatischer Löschmodus: Wenn diese Option ausgewählt ist, leuchtet die Anzeige grün und am Ende eines Laufs, wenn die Endposition verwendet wird, schalten sich die Staubsauger und die Stoffklemme aus.
Kühler: Schaltet die Schweißrollenkühlgeräte ein und aus.
Laser-Überlappung: Wenn Sie diese Taste drücken, wird sie grün und schaltet den Überlappungslaser ein und den Stoßlaser aus.
Laser-Knopf: Wenn Sie diese Taste drücken, wird sie grün und schaltet den Stoßlaser ein und den Überlappungslaser aus.
Schweißen/Schneiden: Wenn in diesem Feld "Schweißen" angezeigt wird, befindet sich das 112 extreme im Schweißmodus. Durch Berühren des Feldes wird der Modus auf Schneiden umgeschaltet und das 112 befindet sich im Schneidemodus.
Schwenken: Wenn diese Option ausgewählt ist, wird sie grün und die Düse schwenkt ein. Wenn Schwenken nicht ausgewählt ist, schwenkt die Düse nicht ein, wenn die Starttaste gedrückt wird.
Antriebsverzögerung: Der Zweck der Antriebsverzögerung ist es, die Schweißrolle zeitweise anzuhalten und der Heißluftdüse zu ermöglichen, in die richtige Position zu schwenken. Wenn die Antriebsverzögerung zu hoch eingestellt ist, brennt das Material beim Start. Wenn die Antriebsverzögerung zu niedrig eingestellt ist, bleibt am Anfang ein nicht geschweißter Punkt zurück.
Kupplungsdruck: Der Zweck des Kupplungsdrucks besteht darin, die Antriebskraft auf die Schweißrolle zu variieren. Dies trägt dazu bei, Faltenbildung im Material zu vermeiden. Wird der Kupplungsdruck erhöht, dreht sich die Schweißrolle im Verhältnis zur Geschwindigkeit des Kopfwagens schneller. Wird der Kupplungsdruck verringert, dreht sich die Schweißrolle langsamer als der Kopfschlitten.
Schweißdruck: Der Schweißdruck dient dazu, den pneumatischen Druck zwischen der Schweißrolle und der Schweißbahn zu variieren.
Modus: Hiermit wird zwischen Schweißen und Schneiden umgeschaltet.
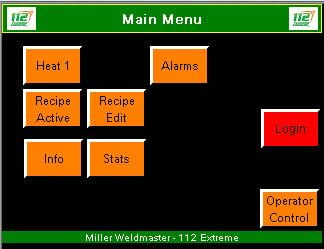
Heat 1: Durch Drücken dieser Taste werden die Bedienelemente für den ausgewählten Schweißkopf geöffnet.
Alarme: Hier werden die aktuell aktiven Alarme angezeigt, falls vorhanden.
Bildschirm Rezeptur aktiv: Zeigt alle aktuellen Parameter für das ausgewählte Rezept an.
Rezeptbearbeitung: Durch Drücken dieser Schaltfläche wird der Bildschirm Rezeptbearbeitung geöffnet.
Info: Wenn Sie diese Taste drücken, gelangen Sie zum Informationsbildschirm.
Statistiken: Wenn Sie diese Taste drücken, gelangen Sie zum Statistikbildschirm.
Bildschirm "Bedienersteuerung": Dies ist der Hauptbildschirm, den der Bediener verwenden wird. Dies ist der Bildschirm, mit dem die Maschine gestartet wird.
Anmeldung: Über die Schaltfläche Wartungskonfiguration gelangt der Bediener zum Bildschirm Wartungskonfiguration. Um diesen Bildschirm aufzurufen, wird der Bediener aufgefordert, einen Benutzernamen und ein Passwort einzugeben. Benutzername: TECH Kennwort: 1234. Dieser Bildschirm führt den Bediener zu einem ähnlichen Bildschirm wie der Bildschirm Bedienerkonfiguration. Der Unterschied besteht darin, dass der Wartungskonfigurationsbildschirm dem Bediener die Möglichkeit bietet, den Temperaturregler einzustellen, die Sprache zu ändern und die Messer- und Rücklaufgeschwindigkeit anzupassen.

Temperatur SP: Dieses Feld dient dazu, den Sollwert für die Temperatur anzuzeigen und dem Bediener die Möglichkeit zu geben, die Temperatur manuell zu ändern, ohne die Rezepte aufrufen zu müssen.
Temperatur PV: Dieses Feld dient dazu, dem Bediener die aktuelle Temperatur an den Elementen anzuzeigen.
Alarmbereich: Ist eine Zahl, die vom Bediener durch Berühren eingestellt werden kann. Wenn sich die Temperatur um mehr als den eingestellten Wert ändert, wird eine Warnung auf dem Bildschirm angezeigt.
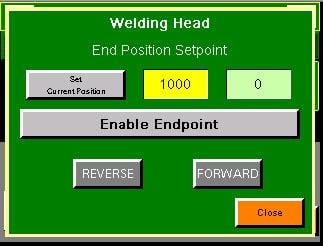
Aktuelle Position einstellen: Hier wird festgelegt, wie weit sich der Schweißkopf bewegen soll.
Sollwert: Dies ist die Entfernung, die der Schweißkopf zurücklegt.
Actual: Dies ist die aktuelle Position des Kopfes.
Endpunkt aktivieren: Wenn diese Option aktiviert ist, wird der Schweißkopf-Endpunkt aktiviert.
Rückwärtsgang: Schaltet den Schweißkopf in den Rückwärtsgang.
Vorwärts: Schiebt den Schweißkopf vorwärts.

Rezeptnummer: Die Nummer des aktuellen Rezepts.
Name des Rezepts: Der Name des aktuellen Rezepts.
Weld Unit #: Dies ist der Temperatursollwert, auf den wir jeden Schweißkopf einstellen.
Geschwindigkeit %: Steuert die Gesamtgeschwindigkeit der Maschine. Dies ist die Hauptgeschwindigkeitskontrolle.
Kupplungsdruck: Der Zweck des Kupplungsdrucks ist es, die Antriebskraft auf die Schweißrolle zu variieren.
Schweißdruck: Der Schweißdruck dient dazu, den pneumatischen Druck zwischen der Schweißrolle und der Schweißbahn zu variieren.
Antriebsverzögerung: Ist die Zeitspanne zwischen dem Start des Schweißkopfes und dem Einschwenken der Düsen, bevor der Schweißkopf gestartet wird.
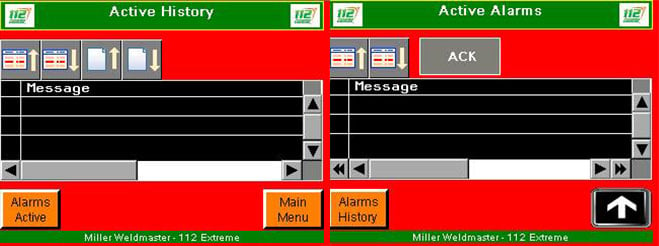
Bildschirm Alarm aktiv: Hier werden die aktuell aktiven Alarme angezeigt, falls vorhanden.
Bestätigen: Mit dieser Taste werden alle aktiven Alarme bestätigt.
Alarmverlauf: Hier können Sie alle alten Alarme abrufen, die jemals auf dem Gerät aufgetreten sind.
6.0 Anpassungen
Einstellung der Düse
Die Platzierung der Düse ist eine Schlüsselkomponente beim Heißsiegeln. Eine richtig platzierte Düse befindet sich in der Mitte der Schweißrolle in einem Abstand von ca. ¼-Zoll und pfeift während des Schweißvorgangs leicht. Wenn eine Einstellung erforderlich ist, drehen Sie den Geschwindigkeitsregler auf eine niedrige Stufe. Nehmen Sie die Einstellung vor und überprüfen Sie die Düsenplatzierung, indem Sie den Startschalter betätigen. Denken Sie daran, dass sich die Platzierung der Düse beim Schweißen mit unterschiedlichen Temperaturen ändert . Überprüfen Sie die Platzierung, wenn die Temperatur um mehr als 160 Grad Celsius verändert wird.
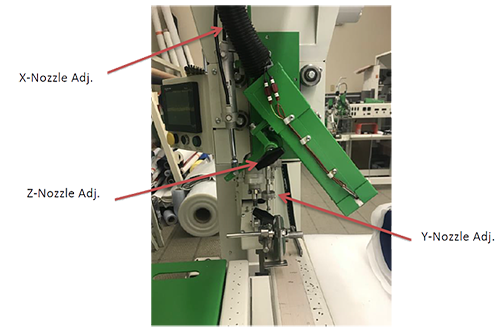
1. X-Düsen-Einstellung - Die X-Düse
Die Einstellung ermöglicht eine Feinabstimmung der Heißluftdüse nach links und rechts. Die richtige X-Düse Einstellung sorgt dafür, dass die Heißluftdüse auf der Schweißrolle zentriert bleibt.
2. Y-Düsen-Einstellung - Die Y-Düse
Die Einstellung ermöglicht die Feinabstimmung der Heißluftdüse nach oben und unten. Bei der richtigen Einstellung der Y-Düse wird die Heißluftdüse auf den Quetschpunkt der Schweißrolle und der Schweißbahn gerichtet. Ein pfeifendes Geräusch sollte zu hören sein wenn die Luft aus der Düse auf diesen Quetschpunkt trifft.
3. Z-Düsen-Einstellung - Die Z-Düse
Die Einstellung ermöglicht eine Feinabstimmung der Heißluftdüse nach innen und außen. Bei der richtigen Einstellung der Z-Düse ist die Heißluftdüse etwa ¼ bis ½ Zoll vom Quetschpunkt entfernt .
4. Einstellung der Düse Beendet
Wenn Sie fertig sind, sollte die Heißluftdüse in der Mitte der Schweißrolle links rechts, 1/4 bis 1/2 Zoll vom Quetschpunkt der Schweißrolle und der Schiene entfernt, platziert werden.
 Warnung! Schauen Sie beim Einstellen der Laser nicht direkt in die Laserquelle. Gehen Sie bei der Kalibrierung von Lasern vorsichtig vor.
Warnung! Schauen Sie beim Einstellen der Laser nicht direkt in die Laserquelle. Gehen Sie bei der Kalibrierung von Lasern vorsichtig vor.
Laser-Ausrichtung
Doppelte Laserlinie
1.schalten Sie das Gerät ein.
2. Lassen Sie den Heizungsschalter in der Position OFF. Legen Sie einen Musterstoff (am besten weiß) unter die Stoffklemme und ziehen Sie ihn bis zum Ende der Maschine.
3. Schalten Sie den linken und rechten Staubsauger ein.
4. Rasten Sie die Schweißrolle in die AB-Position ein und richten Sie die Innenkante der Schweißrolle an der Kante der ersten Reihe der Vakuumbohrung auf der Vakuumschweißbahn aus.
5. Drehen Sie den Geschwindigkeitsregler auf eine Geschwindigkeit von 20.
6. Setzen Sie einen Kugelschreiber auf die Innenkante der Schweißrolle, wo sich der Laser befinden soll. Wiederholen Sie den Vorgang für die äußere Laserlinie.
7. Drücken Sie die START-Taste und führen Sie die Rolle über die gesamte Länge der Schweißbahn.
8. Falls erforderlich, nehmen Sie die erste Einstellung vor, indem Sie den Laserbefestigungsknopf lockern, um den Laser nach innen und nach außen auf die gezeichnete Linie zu kalibrieren. Wenn Sie zufrieden sind, ziehen Sie den Laserbefestigungsknopf fest.
9. Falls erforderlich, nehmen Sie die zweite Einstellung vor, indem Sie den Laserbefestigungsknopf lösen und den Laser durch Drehen des oberen Teils kalibrieren. Dadurch wird die Laserlinie gedreht. Wenn Sie zufrieden sind, ziehen Sie den Laserbefestigungsknopf fest.
Stumpfnaht
1. Stellen Sie den Laserschalter auf den Stoßnahtmodus.
2. Bewegen Sie die Schweißrolle so, dass die Kante am Laser anliegt. Achten Sie darauf, dass die doppelte Laserlinie richtig eingestellt ist und der Stoff mit den Stiftlinien an seinem Platz bleibt. Messen Sie bis zum Mittelpunkt des Doppellasers und machen Sie an diesem Punkt eine Markierung. Bewegen Sie die Kante der Schweißrolle zu dieser Markierung und ziehen Sie sie fest. Befolgen Sie Schritt sieben der obigen Beschreibung. Laser ausrichten.
Anpassungen der Führung
Schweißen eines Saums: Die Saumführung muss 1/16 bis 1/8 Zoll von der Schiene entfernt und rechtwinklig zur Schiene ausgerichtet sein. Die Außenseite der Führung muss an die Außenseite der Schweißrolle angepasst werden. Wenn sich nach einem Test eine Tasche am Saum befindet, schieben Sie die Führung vom Bediener weg.
- Stellen Sie die Maschine auf die gewünschten Einstellungen ein und befestigen Sie Ihre Saumführung an der Maschine.
- Richten Sie die Falzführung so aus, dass die Außenkante mit der Kante der Schweißrolle fluchtet.
- Im Allgemeinen muss der Kupplungsdruck beim Schweißen eines Saums höher eingestellt werden.
- Ziehen Sie den Stoff nicht zur Seite, wenn Sie ihn in die Saumführung einführen, sondern rollen Sie den Stoff in die Führung. Wenn Sie den Stoff seitwärts ziehen, wird er eng und verwickelt sich in der Führung.
1. Saumführung einbauen.
2. Schieben Sie die Kante des Materials durch die Führung und klemmen Sie das Material über sich selbst.
3. Achten Sie darauf, dass sie rechtwinklig zur Kante ist.
4. Während des Einklemmens das Material unter die Schweißrolle schieben.
5. Setzen Sie die Schweißrolle ab und dann die Klemme.
6. Ziehen Sie das Material straff, achten Sie darauf, dass das Material zwischen Rad und Führung straff ist, damit die Düse frei einschwingen kann.
7. Drücken Sie Start und halten Sie das Material an die rechte Seite der Führung.
8. Erhöhen Sie bei Bedarf den Kupplungsdruck ein wenig, um das Material in der Führung zu halten.
9. Wenn Sie mit dem Lauf fertig sind, drücken Sie die Return-Taste (wenn die automatische Rückkehr nicht aktiviert ist).
10. Klammer anheben.
11. Schweißnaht prüfen.
12. Kein Vakuum erforderlich.
Schweißen eines Saums mit Seil: Das Schweißen eines Saums mit Seil ist dasselbe wie das Schweißen eines geraden Saums, mit dem Unterschied, dass Sie Seil durch die Seilöse hinzufügen oder einen Hohlraum für die offene Tasche lassen.
1. Saum und Seilführung montieren.
2. Seil durch die Führung schieben.
3. Schieben Sie die Kante des Materials durch die Führung und klemmen Sie das Material über sich selbst.
4. Vergewissern Sie sich, dass sie rechtwinklig zur Kante ist.
5. Während Sie das Material einklemmen, schieben Sie es unter die Schweißrolle, wobei Sie das Seil auf der linken Seite des Rades halten.
6. Setzen Sie die Schweißrolle ab, stellen Sie sicher, dass das Rad nicht auf dem Seil liegt, und setzen Sie dann die Klemme ab.
7. Ziehen Sie das Material straff, achten Sie darauf, dass das Material zwischen Rad und Führung straff ist, damit die Düse frei einschwingen kann.
8. Drücken Sie Start und halten Sie das Material an die rechte Seite der Führung.
9. Erhöhen Sie bei Bedarf den Kupplungsdruck ein wenig, um das Material in der Führung zu halten.
10. Wenn der Lauf beendet ist, drücken Sie die Return-Taste (wenn die automatische Rückkehr nicht aktiviert ist).
11. Klemme anheben.
12. Schweißnaht prüfen.
13. Kein Vakuum erforderlich.
Schweißen einer Überlappung
- Die Überlappungsführung muss hoch genug sein, damit die Düse einschwenken kann und nicht auf den Boden der Führung trifft. Die Führung muss außerdem senkrecht zur Bahn stehen.
- Die Überlappungsführung wird verwendet, um die genaue Positionierung des zu verschweißenden oberen Stoffteils zu kontrollieren. Die Führung steuert die endgültige Position der oberen Stoffbahn.
- Die Führung wird an der Kante der Schweißrolle ausgerichtet.
1. Legen Sie die Unterseite der zu schweißenden Platte 1/4 - 3/8 Zoll unter die rechte Klammer und richten Sie die Kante an der inneren Laserlinie aus.
2. Rechtes Vakuum einschalten (unbenutzte Spur mit Magnet abdecken).
3. Die Platte im Vakuum glätten und die Ausrichtung mit der Laserlinie überprüfen.
4. Legen Sie die Oberseite der zu schweißenden Platte 1/4 - 3/8 Zoll unter die linke Klammer und richten Sie die Kante an der äußeren Laserlinie aus.
5. Schweißrolle absenken.
6. Überlappungsführung einbauen.
7. Linkes Vakuum einschalten (unbenutzte Spur mit Magnet abdecken).
8. Die Platte im Vakuum glätten und die Ausrichtung mit der Laserlinie überprüfen (1/4 Zoll darüber).
9. Drücken Sie den Startknopf und halten Sie das Material in die Führung, wobei Sie darauf achten, es nicht zu dehnen.
10. Wenn der Lauf beendet ist, drücken Sie die Return-Taste (wenn die automatische Rückkehr nicht aktiviert ist).
11. Schalten Sie den linken und rechten Staubsauger aus.
12. Klemmen anheben.
13. Schweißnaht prüfen.
Schweißen einer Masttasche
- Die Taschenführung muss hoch genug sein, damit die Düse nicht auf den Boden der Führung trifft. Außerdem muss sie senkrecht zur Bahn stehen.
- Die Taschenführung wird zum Schweißen von Stangentaschen verwendet. Die Führung wird verwendet, um die genaue Positionierung der oberen Stofflasche zu kontrollieren.
- Beim Schweißen einer Tasche von 3 Zoll oder mehr können normalerweise die Überlappungseinstellungen verwendet werden. Wenn die Tasche kleiner als 3 Zoll ist, muss die Geschwindigkeit erhöht werden, um die Wärmemenge zu reduzieren, da die Wärme eingeschlossen wird.
- Ziehen Sie den Stoff nicht zur Seite oder nach hinten, wenn Sie ihn in die Taschenführung halten, sondern halten Sie den Stoff nur mit sehr wenig Druck gegen die Führung. Wenn Sie den Stoff seitlich ziehen, wird er zu eng und verklemmt sich in der Führung. Wenn Sie den Stoff nach hinten ziehen, kann er sich dehnen und Falten werfen.
1. Legen Sie die zu schweißende Platte unter die Klammern, wobei Sie die Kante der Platte an der Mulde ausrichten gewünschte Taschengröße.
2. Rechtes Vakuum einschalten (unbenutzte Spur mit Magnet abdecken).
3. Ziehen Sie die Platte fest und überprüfen Sie die Ausrichtung der Kante auf die gewünschte Taschengröße.
4. Heben Sie die linke Klammer an.
5. Klappen Sie die Kantenseite unter die Klammern und die Schweißrolle.
6. Richten Sie die Kante mit dem rechten Laser aus und stellen Sie sicher, dass die Platte rechtwinklig unter der Rolle liegt.
7. Schweißrolle und Klemme absenken.
8. Taschenführung einbauen.
9. Drücken Sie Start und halten Sie das Material an die rechte Seite der Führung.
10. Wenn der Lauf beendet ist, drücken Sie die Return-Taste (wenn die automatische Rückkehr nicht aktiviert ist).
11. Rechtes Vakuum abschalten.
12. Klemmen anheben.
13. Entfernen Sie die Taschenführung.
14. Schweißnaht prüfen.
Schweißbänder oder -gurte
1. Bringen Sie die verstellbare Gurtband- oder Bandführung an der Maschine an.
2. Stellen Sie die Führung auf die richtige Breite Ihres Gurtes oder Bandes ein.
3. Stellen Sie sicher, dass die Schweißrolle und die Düse die Führung nicht berühren. Die Führung muss auch parallel zum Rad eingestellt werden.
Führung für Stoßnahtband
1. Die Führung für das Stoßnahtband dient zur korrekten Führung und Platzierung des Bandes beim Stumpfnähen.
2. Die Stoßnahtbandführung ist für verschiedene Bandbreiten einstellbar. Achten Sie darauf, dass beide verstellbaren Teile derFührung aufeinander ausgerichtet sind und die gleiche Breite haben.
Einstellung der Schweißrollen
1. Die Schweißrolle befindet sich auf dem mitlaufenden Schweißkopf.
2. Der Zweck der Schweißwalze besteht darin, das erhitzte Material zusammenzudrücken, wodurch die Schweißnaht entsteht, und das Gewebe durch das System zu treiben oder zu transportieren.
3. Die Schweißrolle muss immer an der Kante der Vakuumlöcher ausgerichtet werden, die der Bedienerseite der Schweißbahn am nächsten liegt.
Auswechseln der Schweißwalzen
1. Lösen Sie die Schraube am Spannring der Schweißrolle.
2. Schieben Sie die Schweißrolle von der Schweißrollenwelle.
3. Schieben Sie die neue Schweißrolle auf die Schweißrollenwelle.
- Richten Sie die Schweißrolle in der Mitte des Lasers aus.
- Je nach Größe der Schweißrolle müssen die Laser eventuell nachjustiert werden. (Siehe Laser-Einstellung)
4. Die Heißluftdüse auf die neue Schweißrolle ausrichten. (Siehe Ausrichtung der Düse)
5. Beim Wechsel zu anderen Schweißrollengrößen muss die Düse entsprechend der Schweißrolle gewechselt werden.
Auswechseln von Heißluftdüsen
1. Schalten Sie die Heizung und den Strom aus.
2. Nachdem die Maschine richtig abgekühlt ist, lösen Sie die Düsenklemme.
3. Halten Sie die Düse mit einer Zange fest, da die Düse noch zu heiß zum Anfassen sein kann.
4. Entfernen Sie die Heißluftdüse und die Düsenhalterung.
5. Setzen Sie die neue Heißluftdüse in die Düsenklemmbaugruppe ein und positionieren Sie sie auf dem Gehäuse des Doppelelements .
6. Ziehen Sie die Düsenklemme leicht an.
7. Es ist sehr wichtig, die Heißluftdüsenspitze so auszurichten, dass sie mittig und rechtwinklig auf der Schweißrolle sitzt und dass die Düsenspitze rechtwinklig zur Bodenschiene ist.
8. Schalten Sie den Strom wieder ein.
- Stellen Sie die Geschwindigkeit auf Null. DIES NUR TUN, WENN DIE MASCHINE KEINE HEISSLUFT ABGIBT ! Drücken Sie dann die Starttaste, um die Düse in Schweißposition zu bringen; der Schlitten bewegt sich nicht, um eine einfache Einstellung zu ermöglichen. Positionieren Sie die Düsenspitze so, dass sie rechtwinklig mit der Schweißrolle und der unteren Schiene ausgerichtet ist. Verriegeln Sie die Düsenklemme mit einer Zange.
- Drehen Sie die Geschwindigkeit mit der Düse auf die gewünschte Einstellung. Schalten Sie die Heizleistung wieder ein und lassen Sie das Gerät auf die gewünschte Temperatur aufheizen.
- Siehe Düseneinstellung.
Einstellung des Schweißrollenzylinders
- Der Druck auf die Schweißrolle wird durch den Pneumatikzylinder erzeugt, der zum Aufnehmen oder Absetzen der Schweißrolle verwendet wird.
- Der Druck auf die Schweißrolle wird reguliert und auf dem Bedienfeld angezeigt. Der Druck muss auf mindestens 10 lbs eingestellt werden. Wenn der Druck nicht eingestellt ist, funktioniert der Zylinder nicht richtig.
- Die Geschwindigkeit der Schweißrolle nach oben und unten kann über die Dosierventile an der Seite des Luftzylinders eingestellt werden.
Einstellung des Düsenschwenkzylinders
- Die Heißluftdüse wird durch den Düsenschwenkzylinder automatisch in die oder aus der Position gebracht.
- Wenn die Heißluftdüse zu schnell oder zu langsam schwingt, wird die Geschwindigkeit des Schwenkvorgangs durch die Luftstromdosierventile an der Seite des Luftzylinders gesteuert. Durch Eindrehen der Schrauben wird die Schwenkgeschwindigkeit verlangsamt, durch Herausdrehen der Schrauben wird die Geschwindigkeit erhöht.
- Die Heißluftdüse sollte mit der Schweißrolle zentriert werden.
Einstellung des Schneidwerkzeugs
- Wenn die Maschine mit dem Stumpfnahtlaser ausgestattet ist. Richten Sie das Messer an dieser Laserlinie aus. Wenn die Maschine nicht über diese Option verfügt, richten Sie das Messer an der inneren Überlappung aus.
- Bringen Sie zunächst das Schneidgerät in die Ausgangsposition. Das Schneidgerät sollte rechtwinklig in der Montageklemme eingestellt werden, so dass der Fuß beim Absetzen des Schneidgeräts rechtwinklig auf der Schiene sitzt. Ziehen Sie dann die vier Schrauben fest. Ziehen Sie die Schrauben jedoch nicht zu fest an, da dies den Luftstrom im Inneren des Schneiders unterbrechen würde, wodurch der Schneider nicht mehr funktionieren würde.
- Zweitens ist die Messerklemme an der Maschine befestigt. Sie steuert die seitliche Einstellung und den Winkel des Mähfußes. Der Mähfuß sollte leicht geneigt sein und den hinteren Teil des Fußes etwas von der Raupe abheben. Eine zu starke Neigung führt dazu, dass sich das Schneidwerk in die Raupe eingräbt. Das Schneidgerät sollte nach links oder rechts geschoben werden, um den Fuß an der Laserlinie auszurichten. Ziehen Sie die vier Schrauben fest und führen Sie einen Testschnitt durch. Stellen Sie fest, ob das Schneidgerät auf der Laserlinie schneidet. Falls nicht, verschieben Sie das Schneidgerät nach links oder rechts, bis es auf der Linie schneidet. Denken Sie daran, dass sich der Winkel des Fußes bei jeder Verschiebung nach links oder rechts verändern kann.
- Falls das Messer zu früh oder zu spät abfällt. Loggen Sie sich auf der Wartungsseite ein und passen Sie die Messerlänge an.
Micro-Switch-Einstellungen
Auf dieser Seite werden alle Mikroschalter und Sensoren auf Miller Weldmaster 112 Extreme detailliert beschrieben.
- Auflaufendbegrenzungsschalter: Der Zweck dieses Schalters ist es, den Kopfschlitten daran zu hindern, über zu fahren. *Hinweis: Dieser Schalter löst den Notstopp aus und entzieht der Maschine Strom und Luft.
- Schalter zur Verlangsamung der Rückkehr in die Ausgangsposition: Der Zweck dieses Schalters ist es, den Kopf Schlitten zu verlangsamen, wenn er in die Ausgangsposition zurückkehrt.
- Sicherheitsschalter für das Schneidemesser: Der Zweck dieses Schalters ist es, sicherzustellen, dass sich das Messer in der oberen Position befindet, um in die Ausgangsposition zurückzukehren.
Positionssensoren
- Sensor für die Ausgangsposition: Der Zweck dieses Sensors ist es, dem System mitzuteilen, dass sich der Kopfschlitten in der Ausgangsposition befindet und bereit ist zu laufen.
- Sensor für die Schneideposition: Der Zweck dieses Sensors ist es, dem System mitzuteilen, dass sich der Kopfschlitten in der Position zum Schneiden befindet.
- Vorwärtsbegrenzungssensor: Der Zweck dieses Sensors ist es, die Vorwärtsbewegung des Kopfwagens zu stoppen.
Warnung! Die Wartung dieses Geräts darf nur von einem qualifizierten Techniker durchgeführt werden. Dies kann ein Vertreter von Miller Weldmaster oder eine von einem Vertreter von Miller Weldmaster geschulte Person sein.
 Warnung! Dieses Gerät muss von der Stromquelle getrennt werden, bevor irgendwelche kann die Wartung beginnen.
Warnung! Dieses Gerät muss von der Stromquelle getrennt werden, bevor irgendwelche kann die Wartung beginnen.
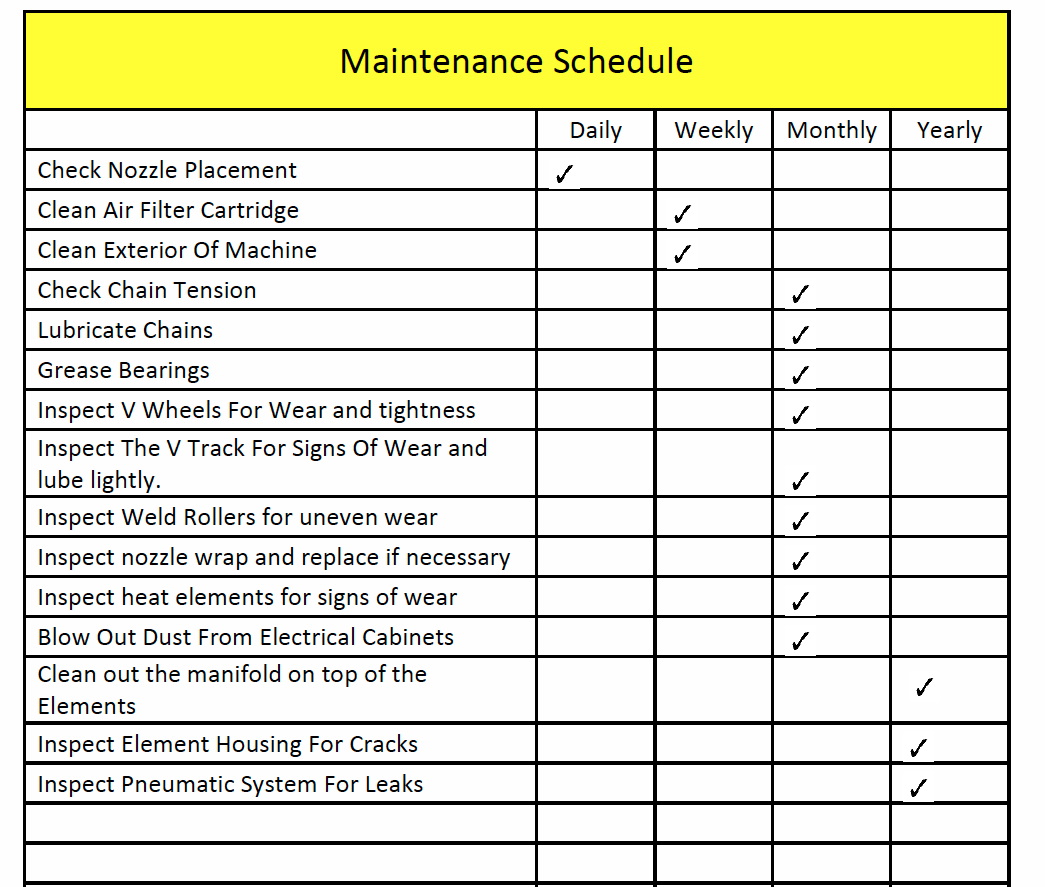
Wartung
- Luftfilterpatrone: Der Miller Weldmaster 112 Extreme verfügt über einen Luftkompressor, der einen Luftstrom zu den Heizelementen liefert. Die Luftfilterpatrone muss regelmäßig gereinigt und ausgewechselt werden, um einen ausreichenden Luftstrom zu gewährleisten. Ein unzureichender Luftstrom oder Verunreinigungen im Luftstrom verkürzen die Lebensdauer der Heizelemente.
- Luftfilterpatrone jede Woche reinigen: Wenn die Umgebungsbedingungen in Ihrem Produktionsbereich nicht sauber sind, empfiehlt es sich, die Luftfilterpatrone zweimal pro Woche zu reinigen.
Ersetzen von Komponenten
- Heizelemente: Die vom 112EX-Gerät verwendeten Heizelemente sind für 1000 Betriebsstunden bei 1000 Grad F (537 Grad C) ausgelegt. Obwohl bei ordnungsgemäßer Wartung eine längere Lebensdauer der Heizelemente möglich ist, ist 1000 Stunden der Durchschnitt. Sollten die Heizelemente vorzeitig ausfallen, wenden Sie sich vor dem Austausch an einen Vertreter von Miller Weldmaster .
- Ketten: Das 112EX-Gerät hat mehrere Ketten, die zum Antrieb der Schweißrollen verwendet werden. Obwohl es sich nicht um ein wartungsintensives Teil handelt, sollten die Ketten einmal im Monat überprüft werden, um sicherzustellen, dass keine übermäßige Korrosion, Rost oder Schmutz vorhanden ist. Überprüfen Sie auch, ob die Ketten locker sind oder durchhängen. Falls erforderlich, schmieren Sie die Ketten einmal im Monat mit 80w - 90w Getriebeöl.
Einstellen der Schweißrolle der oberen Einheit und der Kupplungsantriebskette
- Obere Einheit: Beim Spannen der Kette der oberen Einheit müssen Sie die Schweißrolle auf Spiel prüfen. Die Schweißrolle sollte sich nur etwa 1/8 Zoll hin und her bewegen. Lösen Sie die Mutter an der Spannschraube. Sobald die Mutter gelockert ist, drehen Sie die Schraube im Uhrzeigersinn, bis sich die Schweißrolle nicht mehr bewegt. Drehen Sie die Spannschraube gegen den Uhrzeigersinn zurück, bis die Schweißrolle das Spiel von 1/8 Zoll erreicht hat.
- Lange Kette: Die Einstellung der langen Kette befindet sich direkt hinter der oberen Einheit, wo die obere Einheit an der Kopfsäule befestigt ist. Stellen Sie die Kette ein, indem Sie die Stellschrauben für die Lagerblöcke einstellen, die die obere Einheit halten. Wenn Sie die Stellschrauben nach unten drehen, wird die Kette gespannt. Wenn Sie die Stellschraube nach oben drehen, wird die Kette lockerer.
- Hauptkupplungskette: Die Hauptkette der Kupplung sollte ein wenig locker sein. Nehmen Sie die Abdeckung an der Seite des Kopfes ab. Stellen Sie die Kette ein, indem Sie die Halterungen der Umlenkräder lockern. Es gibt 2 Umlenkräder. Die Kette sollte sich etwa 3/16 Zoll vom Leitrad lösen, aber nicht so weit, dass sie von den Zähnen abfällt. Wenn die Kette zu straff ist, funktioniert die Kupplung nicht richtig.
Auswechseln des Thermoelementes
Die Moduline verwendet ein Thermoelement, um die Lufttemperatur zu messen, kurz bevor sie die Düse erreicht. Die typische Lebenserwartung eines Thermoelements ist unterschiedlich. Das Thermoelement sollte ausgetauscht werden, wenn das Gerät nicht eine konstante Temperatur von +/- 2 Grad Fahrenheit (+/- 1 Grad Celsius) aufrechterhält oder die Heizelemente vorzeitig ausbrennen.
Warnung! Die Wartung dieses Geräts darf nur von einem qualifizierten Techniker durchgeführt werden. Dies kann ein Vertreter von Miller Weldmaster oder eine von einem Vertreter von Miller Weldmaster geschulte Person sein.
Warnung! Dieses Gerät muss von der Stromquelle getrennt werden, bevor irgendwelche kann die Wartung beginnen.

1. Schalten Sie den Leistungsschalter in die Aus-Position.

2. Ziehen Sie das Netzkabel von der Stromversorgung ab. Wenn das Netzkabel mit der Stromversorgung verdrahtet ist, schalten Sie den Strom an der Verteilerdose aus.

3. Die 2 Thermoelementleitungen abstecken.

4. Entfernen Sie die Heißluftdüse durch Lösen der Klemme.

5. Entfernen Sie die Halterungen für das Thermoelement.

6. Entfernen Sie die untere Abdeckung und einen Teil der Glasfaserisolierung vom Elementgehäuse.

7. Lösen Sie die Mutter des Thermoelementes vorsichtig mit einem 7/16-Schlüssel und entfernen Sie sie.

8. Setzen Sie das neue Thermoelement mit allen Abstandshaltern in der angegebenen Reihenfolge ein. Vergewissern Sie sich, dass das Thermoelement bis zum Anschlag eingesteckt ist.
9. Ziehen Sie die Mutter des Thermoelementes fest.
10. Setzen Sie die Glasfaserisolierung und die untere Abdeckung mit Schrauben wieder ein.
11. Beide Thermoelement-Drahthalterungen installieren.

12. Montieren Sie die Düse und die Schelle. Achten Sie darauf, die Schelle mit der gerillten Seite nach oben zu montieren.

13. Schließen Sie die Thermoelementleitungen an. Wenn die Temperatur rückwärts abzulesen ist, drehen Sie die Leitungen um.
Wechseln der Heizelemente
Die Heizelemente des Geräts Miller Weldmaster sind für eine Betriebsdauer von 1000 Stunden bei 537 Grad Celsius (1000 Grad F) ausgelegt. Obwohl eine längere Lebensdauer der Heizelemente bei ordnungsgemäßer Wartung möglich ist, sind 1000 Stunden der Durchschnitt. Sollten die Heizelemente vorzeitig ausfallen, wenden Sie sich vor dem Austausch an einen Vertreter von Miller Weldmaster . Es wird empfohlen, beide Elemente auszutauschen, auch wenn nur eines durchbrennt.
1. Schalten Sie den Leistungsschalter in die Aus-Position.
2. Ziehen Sie das Netzkabel von der Stromversorgung ab. Wenn das Netzkabel mit der Stromversorgung verdrahtet ist, schalten Sie den Strom an der Verteilerdose aus.
3. Die 2 Thermoelementleitungen abstecken.
4. Entfernen Sie die Halterungen für das Thermoelement.

5. Entfernen Sie die obere Abdeckung des Elementgehäuses und schieben Sie sie aus dem Weg.

6. Entfernen Sie die 2 Stücke der Isolierung zwischen den Kabeln und dem Aluminium-Luftverteiler.

7. Entfernen Sie die 4 Kabel von den Heizelementen.

8. Lösen Sie die 4 Schrauben, mit denen der Aluminium-Luftverteiler befestigt ist.

9. Entfernen Sie den Aluminium-Luftverteiler.

10. Nehmen Sie die Heizelemente vorsichtig aus dem Elementgehäuse.
HINWEIS: Untersuchen Sie jedes Element auf abgebrochene Glas- oder Drahtsplitter. Alle fehlenden Fragmente befinden sich im Gehäuse des Doppelelements oder in der Düse. Diese Bruchstücke müssen entfernt werden bevor Sie neue Elemente einbauen.
11. Setzen Sie vorsichtig 2 neue Heizelemente in das Doppelelementgehäuse ein.
12. Bauen Sie den Aluminium-Luftverteiler ein.

13. Schließen Sie die vier Drahtleitungen an die Elemente an. Vergewissern Sie sich, dass die Drähte Nr. 1 und Nr. 3 an ein Element und die Drähte Nr. 2 und Nr. 4 an das andere Element angeschlossen sind.
14. Setzen Sie die 2 Isolierstücke zwischen die Drähte und den Aluminium-Luftverteiler.
15. Schieben Sie die obere Abdeckung wieder auf das Heizelementgehäuse. Achten Sie darauf, dass die Thermoelementanschlüsse durch die obere Öffnung geführt werden.
16. Bringen Sie die 3 Blechschrauben an der Oberseite des Heizelementgehäuses an.

17. Schließen Sie die Thermoelementleitungen an. Wenn der Temperaturregler anfängt, rückwärts zu lesen, tauschen Sie die Leitungen aus.
8.0 Tipps zum Schweißen
HINWEIS: Die Maschine muss einen Luftdruck von mindestens 90psi haben, um die Leistung zurücksetzen zu können.
Verlust der Schweißtemperatur
- Die Heizelemente können durchgebrannt sein, überprüfen Sie die Anzahl der Stunden auf den Heizelementen. Die Heizelemente sind für 1000 Stunden bei 73ºC ausgelegt.
- Das Thermoelement kann durchgebrannt sein oder die Drähte sind lose.
- Überprüfen Sie die Kabelverbindungen zu jedem Heizelement.
- Schlechte elektrische Verbindung in der Zuleitung zur Maschine.
Luftzylinder funktionieren nicht
- Prüfen Sie den Luftdruck! Es sollten 90 PSI in die Maschine kommen.
- Das Dosierventil am Zylinder muss eingestellt werden.
- Magnetventil auf Luftdruck und Spannung prüfen.
- Wenn Sie Luftdruck und Spannung haben, ist das Magnetventil defekt.
Kutter
- Schneidegerät schneidet nicht auf der Laserlinie.
- Der Cutter muss eingestellt werden.
- Laser müssen angepasst werden.
- Schneidemesser schaltet sich nicht ein.
- Kein Luftdruck zum Schneidwerk.
- Das Schneidgerät fällt nicht in die Spur oder fällt zu schnell ab.
- Das Dosierventil am Schneidschieber muss eingestellt werden.
- Schneidegerät trifft auf Klemme.
- Der Sensor für die Grundstellung der Schneidemaschine muss eingestellt werden. (Siehe Mikroschalter, Sensoreinstellungen)
- Cutter leckt Öl.
- Das Schneidewerkzeug muss angepasst werden.
Heißluftdüse
- Düse trifft auf Klemme.
- Kopfschlitten zu weit zurückgefahren. (Siehe Mikroschalter, Sensoren)
- Düse trifft auf Schiene, Schweißrolle oder Führung.
- Die Düse muss eingestellt werden (siehe Düseneinstellung).
- Die Führung muss nach oben angepasst werden.
- Die Düse bewegt sich, wenn sie zum Schweißen aktiviert wird.
- Düsenklemme lose (siehe Düseneinstellung).
Naht ist nur auf einer Seite geschweißt
- Die Spitze der Heißluftdüse muss angepasst werden.
- Die Düse muss von Seite zu Seite eingestellt werden.
- Die Düse kann auf einer Seite eingeklemmt sein. Öffnen Sie die eingeklemmte Seite, damit ein gleichmäßiger Durchfluss gewährleistet ist.
- Der Geschwindigkeitsregler ist zu hoch eingestellt, so dass nicht genügend Zeit zur Verfügung steht, um die Heißluft richtig auf die Naht aufzubringen.
- Auf der Oberfläche des zu verschweißenden Gewebes befindet sich eine Verunreinigung.
Überlappende Naht
- Die Überlappungsnaht ist auf beiden Seiten der Schweißnaht gekräuselt.
- Die Temperatur ist zu hoch. Drehen Sie die Hitze herunter oder beschleunigen Sie die Maschine.
- Ein Paneel wirft Falten und ist möglicherweise zu kurz oder zu lang.
- Der Kupplungsdruck muss verringert werden, wenn er zu niedrig ist.
- Der Kupplungsdruck muss erhöht werden, wenn man lange hochfährt.
- Die Überlappungsschweißung hat eine Lasche auf einer Seite der Schweißnaht.
- Die Führung muss von Seite zu Seite angepasst werden.
- Die untere Platte ist nicht richtig ausgerichtet.
- Die Überlappungsnaht ist kleiner als die Schweißnahtgröße.
- Führung muss eingestellt werden. Schieben Sie die Führung vom Bediener weg.
Poltasche
- Die Taschennaht ist zu stark gekräuselt.
- Die Temperatur ist zu hoch. Drehen Sie die Hitze herunter oder beschleunigen Sie die Maschine.
- Tasche hat Falten und Verdrehungen.
- Material nicht quadratisch begonnen.
- Der Kupplungsdruck muss eingestellt werden. Wenn das Oberteil zu kurz herauskommt, verringern Sie den Kupplungsdruck. Wenn es lang herauskommt, erhöhen Sie den Kupplungsdruck.
- Der Bediener zieht zu stark am Material. Halten Sie das Material während der Schweißung mit wenig Druck des Bedieners gegen die Führung gerade. Lassen Sie die Maschine und die Führung den größten Teil der Arbeit erledigen.
- Die Tasche hat eine Klappe auf einer Seite der Schweißnaht.
- Führung muss eingestellt werden. Schieben Sie die Führung zum Bediener.
- Die Taschenschweißung ist kleiner als die Schweißnahtgröße.
- Führung muss eingestellt werden. Schieben Sie die Führung vom Bediener weg.
Saum
- Der Saum ist übermäßig gefaltet oder auf einer Seite verbrannt.
- Die Temperatur ist zu hoch. Drehen Sie die Hitze herunter oder beschleunigen Sie die Maschine.
- Er wird nicht im Leitfaden bleiben.
- Führung nicht rechtwinklig, Führung einstellen.
- Kupplungsdruck hinzufügen.
- Düse trifft auf Material.
- Düse zu hoch. Düse absenken.
- Das Material ist nicht dicht zwischen der Schweißrolle und der Führung, weil das Material nicht rechtwinklig zu Beginn eingelegt wurde.
- Die Saumnaht hat eine Lasche auf einer Seite der Naht.
- Führung muss eingestellt werden. Schieben Sie die Führung zum Bediener.
- Die Saumschweißnaht hat einen Wulst oder eine Tasche auf einer Seite der Schweißnaht.
- Führung muss eingestellt werden. Schieben Sie die Führung vom Bediener weg.
Saum und Seil
- Material zu locker um das Seil.
- Stellen Sie die Führung vom Bediener weg.
- Seil zu klein für Führung.
- Material zu eng um das Seil.
- Stellen Sie die Führung in Richtung des Bedieners ein.
- Das Seil ist zu groß für die Führung.
- Der Saum und das Seil sind übermäßig gefaltet oder auf einer Seite verbrannt.
- Die Temperatur ist zu hoch. Drehen Sie die Hitze herunter oder beschleunigen Sie die Maschine.
- Saum und Seil bleiben nicht in der Führung.
- Führung nicht rechtwinklig Führung einstellen.
- Kupplungsdruck hinzufügen.
- Düse trifft auf Material.
- Düse zu hoch, Düse absenken.
- Das Material ist nicht dicht zwischen der Schweißrolle und der Führung, weil das Material nicht rechtwinklig zu Beginn eingelegt wurde.
- Schweißrolle läuft über Seil.
- Das Seil muss an der Außenseite der Schweißrolle begonnen werden.
Stumpfnaht
- Band nicht in der Schweißnaht zentriert.
- Die Führung ist falsch ausgerichtet.
- Die Mitte des Stumpfes ist nicht mit dem Laser ausgerichtet.
- Laserlinie nicht mit Schweißrolle zentriert.
- Faltenbildung des Bandes.
- Zu viel Kupplungsdruck.
- Zu heiß.
Lkw-Seitenwulst
- Die Indikatorlinie stimmt nicht mit dem Material überein.
- Die Führung ist falsch ausgerichtet.
- Düse trifft auf Sicke.
- Düse zu hoch.
- Falten am Anfang.
- Material nicht eingespannt.
9.0 Zusätzliche Maschinendokumente







