
Diese Bedienungsanleitung ist als Leitfaden für den Betrieb des T3 Extreme Nahtschweißgeräts gedacht. Um eine optimale Leistung Ihres Schweißgeräts zu gewährleisten, befolgen Sie bitte genau die Empfehlungen und Spezifikationen.
Inhaltsübersicht
- Kapitel 2: Erläuterung der Warnhinweise
- Kapitel 3: Elektrische und lufttechnische Anforderungen
- Kapitel 4: Grundsätze der Heißsiegelung
- Kapitel 5: Definition von Kontrollen
- Kapitel 6: Betrieb
- Kapitel 7: Anpassung
- Kapitel 8: Tipps zum Schweißen
- Kapitel 9: Zubehör
- Kapitel 10: Wartung
- Kapitel 11: Empfohlene Ersatzteile
- Kapitel 12: Transport und Lagerung
- Kapitel 13: Zusätzliche Maschinendokumente
Für weitere technische Informationen zu diesem Gerät rufen Sie unser Resolution Center unter 1-855-888-WELD an oder senden Sie eine E-Mail an service@weldmaster.com.
1.0 Verwendungszweck
Die T3 ist eine Rotations-Heißkeil-Schweißmaschine, die für das Heißsiegeln von schweißbaren Thermokunststoffen wie z.B.:
- Vinyl (PVC)-laminierte und beschichtete Gewebe
- Vinyl (PVC)- und Polyurethan (PU)-Folien
- Polyurethan (PU) und Polypropylen (PP) beschichtetes Gewebe
- Polyethylen (PE)
- Folien und Gewebe aus thermoplastischem Gummi (TPR)
- Vliesstoff aus Polyester und Polypropylen
- Verschiedene Fixierbänder
- Schweißbares Gurtband
- Starre stranggepresste Produkte
Der Hersteller ist damit nicht einverstanden:
- Andere Verwendungszwecke für diese Maschinen.
- Das Entfernen von Schutzvorrichtungen während des Betriebs.
- Unbefugte Veränderung der Maschinen.
- Verwendung von Ersatzteilen, die nicht vom Hersteller zugelassen sind.
![]() Nur ein ordnungsgemäß geschulter Techniker darf routinemäßige Wartungsarbeiten durchführen oderReparaturen an den Maschinen.
Nur ein ordnungsgemäß geschulter Techniker darf routinemäßige Wartungsarbeiten durchführen oderReparaturen an den Maschinen.
HINWEIS: Der Hersteller haftet nicht für Schäden oder Verletzungen, die durch eine unsachgemäße Verwendung dieses Geräts entstehen.
2.0 Erläuterung der Warnhinweise
Auf dem Miller Weldmaster T3 befinden sich verschiedene Warnsymbole. Die Symbole sollen den Bediener auf potenziell gefährliche Bereiche an der Maschine hinweisen. Machen Sie sich mit der Platzierung und Bedeutung der Symbole vertraut.

Vorsicht! Gerät ausstecken
Der Aufkleber "Vorsicht: Maschine ausstecken" befindet sich in der Nähe der Öffnung des Gehäuses und aller Zugangsklappen. Um einen Stromschlag zu vermeiden, sollte die Maschine immer vom Stromnetz getrennt werden, bevor die Schranktür geöffnet wird.

Vorsicht! Elektrizität
Der Aufkleber "Vorsicht: Elektrizität" wird in der Nähe von Bereichen angebracht, in denen sich elektrische Geräte befinden.

Achtung! Dokument lesen
Lesen Sie vor dem Gebrauch die Begleitdokumentation.
3.0 Elektrische und lufttechnische Anforderungen
Warnung! Der Anschluss an die Stromversorgung darf nur von einem qualifizierten Elektriker vorgenommen werden.
Elektrische Versorgung
Aufgrund der Vielzahl der verfügbaren Steckdosen wird das Kabel nicht mit einem Stecker geliefert. Es wird empfohlen, dass Ihr Elektriker einen Stecker installiert, der mit Ihrer Steckdose kompatibel ist. Sie können Ihr Netzkabel auch fest mit Ihrer Stromversorgung verdrahten lassen. Es
wird empfohlen, dass Ihr Elektriker einen Anschlusskasten mit einem EIN/AUS-Schalter mit Kurzschlussschutz verwendet, der gemäß den örtlichen Elektrovorschriften für die primäre Unterbrechung geeignet ist. Für den Miller Weldmaster T-3 ist die folgende Spannungsversorgung erforderlich.
-16 Ampere - Einphasig - 230 Volt
Shop Luftversorgung
Der Miller Weldmaster T-3 enthält ein Ventil für die Luftzufuhr in der Werkstatt, das einen schnellen
Anschluss an die Luftzufuhr der Werkstatt ermöglicht. Aufgrund der vielen verschiedenen Arten von Luftleitungsanschlüssen ist ein männlicher Schnellanschluss nicht im Lieferumfang enthalten. Sie müssen einen männlichen Schnellanschluss mit einem 1⁄4 Zoll NPT (National Pipe Thread) wählen, der zu Ihrem weiblichen Schnellanschluss passt. Die Miller Weldmaster T-3 benötigt die folgenden Anforderungen an die Werkstattluft:
-Mindestens 3 cfm bei 120 psi (Standard) oder 85 Liter/min bei 8,3 Bar (metrisch)
4.0 Grundsätze der Heißsiegelung
Wärme
Heißluft-Heizsystem
Die für den Schweißvorgang erforderliche Wärme wird elektrisch durch ein Heizelement im Heizelementgehäuse erzeugt. Der interne Luftkompressor pumpt Luft über das Heizelement und leitet die Wärme durch die Heißluftdüse, wodurch die Wärme auf das zu schweißende Material übertragen wird. Die Temperatur der Heißluft reicht von 25 bis 730 Grad Celsius (100 bis 1350 Grad Fahrenheit).
Heizkeil-Heizsystem
Das Heizsystem des Heizkeils verwendet vier Heizpatronen, um den Heizkeil elektrisch zu beheizen. Die Temperatur des Heizkeils reicht von 25 bis 490 Grad Celsius (100 bis 915 Grad Fahrenheit).
Geschwindigkeit
Die Geschwindigkeit der Schweißrollen bestimmt die Zeit, in der die Hitze auf das zu schweißende Material einwirkt. Je langsamer die Geschwindigkeit eingestellt ist, desto stärker wird das Material erhitzt. Je schneller die Geschwindigkeitseinstellung, desto weniger wird das Material erwärmt. Um eine optimale Schweißnaht zu erzielen, sollte das Material nur minimal erwärmt werden, aber dennoch eine vollständige Schweißnaht ergeben. Zu viel Hitze führt zu einer Verformung des Materials, während zu wenig Hitze das Material am Schweißen hindert.
Druck
Der Druck der Schweißrolle ist der letzte Schritt bei der Herstellung einer Schweißnaht. Der Druck der Schweißrolle presst das erhitzte Material zusammen und schließt den Schweißvorgang ab.
Zusammenfassung
Beim Heißsiegeln sorgt die richtige Kombination aus Hitze, Geschwindigkeit und Druck für eine einwandfreie Schweißnaht.
5.0 Definition der Bedienelemente
Der Hersteller empfiehlt, dass alle Bediener mit allen Bedienelementen ihrer Maschine vertraut sind. Es ist im Es liegt im Interesse des Bedieners, den Zweck all dieser Bedienelemente und ihre Funktionen zu kennen.

Start-Taste: Die Starttaste löst die Keilschwenk- und Motorsteuerung aus. Durch Drücken der Starttaste wird der Schweißvorgang gestartet.
Stopptaste: Mit der Stopptaste wird der Schweißvorgang unterbrochen. Durch Drücken der Stopptaste wird der Schweißvorgang angehalten.

Schweißnahtroller Öffnen/Schließen: Mit dem Druck-/Zugknopf werden die Schweißrollen geöffnet oder geschlossen. Durch Drücken des Knopfes werden die Schweißrollen geschlossen. Durch Ziehen des Knopfes werden die Schweißrollen geöffnet.

Not-Aus-Schalter: Der Not-Aus-Schalter unterbricht den Betrieb des Systems im Falle eines Notfalls. Drücken Sie den Not-Aus-Knopf im Falle eines Notfalls. Drehen Sie den Not-Aus-Knopf, um ihn zu lösen.

Reset-Taste: Die Reset-Taste schaltet das Steuersystem der Maschine ein. Der Reset-Knopf muss gedrückt werden, nachdem die Stromunterbrechung eingeschaltet und der Not-Aus-Knopf gedreht und losgelassen wurde.

Temperaturregler: Mit dem Temperaturregler wird die gewünschte Temperatur des Heizkeils eingestellt. Der Temperaturbereich ist 0OC bis 430OC. Der Pfeil NACH OBEN erhöht die eingestellte Temperatur, der Pfeil NACH UNTEN senkt die eingestellte Temperatur. Die EZ-, Scroll- und Doppelkreistasten werden für Programmierfunktionen verwendet. Die obere Anzeige zeigt die Ist-Temperatur und die untere Anzeige die Soll-Temperatur an. Wenn das Display nicht die Soll- und Ist-Temperaturen anzeigt, schalten Sie den Netzschalter 30 Sekunden lang auf OFF und dann wieder auf ON.

Manometer und Druckregler: Das Manometer und der Regler zeigen den Druck der Schweißrolle an und regeln ihn. Um den Schweißrollendruck zu erhöhen oder zu verringern, ziehen Sie den Reglerknopf heraus und drehen Sie ihn. Drehen Sie ihn im Uhrzeigersinn, um den Druck zu erhöhen, und gegen den Uhrzeigersinn, um den Druck zu verringern. Drücken Sie den Regler hinein, um ihn zu arretieren.

Geschwindigkeitskontrolle: Mit dem Geschwindigkeitsregler wird die Geschwindigkeit der Schweißrollen eingestellt. 0 ist die niedrigste Geschwindigkeit und 10 ist die schnellste Geschwindigkeit. Drehen Sie den Knopf auf die gewünschte Geschwindigkeitseinstellung.

Antriebsverzögerungssteuerung: Die Antriebsverzögerungssteuerung verzögert den Start der Schweißrollen, bis die Starttaste oder das Fußpedal betätigt wurde. Die Antriebsverzögerungssteuerung sollte so eingestellt werden, dass sich der Keil in der richtigen Position befindet, bevor sich die Schweißrollen zu drehen beginnen. Die Einstellung ist für die einzelnen zu schweißenden Produkte erforderlich.

Netzfreischaltung: Der Netzschalter schaltet die Stromversorgung der Maschine ein und aus. Um die Stromversorgung einzuschalten, drehen Sie den Griff in die EIN-Position und zum Ausschalten in die AUS-Position. Der Netzschalter sollte immer ausgeschaltet werden, wenn das Gerät nicht in Gebrauch ist oder gewartet wird.

Fußpedal-Stecker: Der Fußpedalstecker verbindet das Fußpedal mit dem Steuersystem der Maschine. Stecken Sie das männliche Ende des Steckers in das weibliche Ende des Steckers und ziehen Sie dann die Gewindemutter handfest an. Das Fußpedal sollte nur angeschlossen werden, wenn die Maschine im stationären Modus verwendet wird.

Luftzufuhr: Die Luftzufuhr sollte an der Zufuhrseite des Kugelhahns, 1/4" NPT, angeschlossen werden. Der Kugelhahn sollte in die horizontale Position gedreht werden, wenn die Maschine nicht in Gebrauch ist, und in der OFF-Position verriegelt sein, wenn die Maschine gewartet wird.

Fußpedal: Mit dem Fußpedal werden die Keilschwenkung und die Motorsteuerung ausgelöst. Durch Niederdrücken des Fußpedals beginnt der Schweißvorgang.
6.0 Betrieb
HINWEIS: Bevor Sie die Maschine in Betrieb nehmen, überprüfen Sie sie bitte sorgfältig und stellen Sie sicher, dass sich keine Fremdkörper unter dem Schweißbereich befinden. Vergewissern Sie sich, dass die Umgebung der Maschine frei von brennbaren Abfällen ist. Die Maschine darf nur von autorisierten Personen bedient werden.
Start-up
1. Schließen Sie das Netzkabel an die entsprechende Stromversorgung an.
2. Schließen Sie Luft an die entsprechende Luftzufuhr an und drehen Sie den Kugelhahn der Luftzufuhr in die Position OFFEN.
3. Drehen Sie den Netzschalter auf die Position ON. Dadurch werden die Maschine und das Heizsystem eingeschaltet.
4. Vergewissern Sie sich, dass der Notausschalter losgelassen ist.
5. Drücken Sie die Reset-Taste. Durch Drücken der Reset-Taste wird das Steuersystem der Maschine eingeschaltet.
6. Wenn die Maschine wie gewünscht eingestellt ist, ist die Maschine einsatzbereit.
Abgeschaltet:
1. Drehen Sie den Netzschalter auf die Position OFF. Dadurch werden das Gerät und das Heizsystem ausgeschaltet.
2. Drehen Sie den Kugelhahn der Luftzufuhr in die Position OFF.
Keil-Einstellung

Die Platzierung des Keils ist die wichtigste Komponente beim Keilschweißen. Wenn der Keilarm einschwenkt und nach vorne fährt, muss die Spitze des Ausrichtungsstifts unbedingt in die Aussparung des Keilarms passen. Stellen Sie vor dem Einstellen des Keilsystems sicher, dass der Schweißrollendruck auf die gewünschte Druckeinstellung eingestellt ist. Für die meisten Anwendungen sollte der Schweißrollendruck auf 40-50 psi eingestellt sein. Überprüfen Sie dies, indem Sie das Fußpedal betätigen. Die richtige Einstellung gewährleistet eine einwandfreie Schweißung.

Keilhöhenverstellung
Bevor Sie die Ausrichtung des Keils überprüfen, stellen Sie den Geschwindigkeitsregler auf die niedrigste und die Antriebsverzögerung auf die höchste Stufe und schließen Sie die Schweißrollen.
1. Schwenken Sie den Keil in die richtige Position, indem Sie das Fahrpedal oder die Starttaste betätigen. Sobald der Keil die Schweißposition erreicht hat, überprüfen Sie die Position des Keils in Bezug auf die Schweißrollen und lassen Sie dann das Fahrpedal los oder drücken Sie die Stopptaste.
2. Die Höhe des Keils muss mit dem Quetschpunkt der Schweißrollen übereinstimmen.
3. Wenn die Höhe des Keils zu hoch oder zu niedrig für den Quetschpunkt ist, ist eine Einstellung erforderlich.
4. Zum Einstellen der Keilhöhenausrichtung muss sich der Keil zunächst in der Grundstellung befinden.
5. Lösen Sie die Feststellschrauben für die Höhenverstellung und stellen Sie das Keilsystem nach oben oder unten ein, je nachdem, wie hoch der Keil am Quetschpunkt sein soll.
6. Nachdem die Einstellungen vorgenommen wurden, überprüfen Sie die Position des Keils in Bezug auf den Quetschpunkt der Schweißrolle. Siehe Schritt eins.

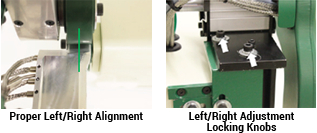
Keil Rechtwinkligkeit Ausrichten
Bevor Sie die Ausrichtung des Keils überprüfen, stellen Sie den Geschwindigkeitsregler auf die niedrigste und die Antriebsverzögerung auf die höchste Stufe und schließen Sie die Schweißrollen.
1. Schwenken Sie den Keil in die richtige Position, indem Sie das Fahrpedal oder die Starttaste betätigen. Sobald der Keil die Schweißposition erreicht hat, überprüfen Sie die Position des Keils in Bezug auf die Schweißrollen und lassen Sie dann das Fahrpedal los oder drücken Sie die Stopptaste.
2. Die rechtwinklige Ausrichtung des Keils muss mit den Schweißrollen auf einer Linie liegen.
3. Wenn die Rechtwinkligkeit des Keils aus der Mittellinie der Schweißrollen verdreht ist, ist eine Einstellung erforderlich.
4. Um die Rechtwinkligkeit des Keils einzustellen, muss sich der Keil zunächst in der Ausgangsstellung befinden.
5. Suchen und lösen Sie die linken/rechten Verriegelungsschrauben und stellen Sie die Drehung des Keilsystems je nach der gewünschten Position des Keils zu den Schweißrollen ein.
6. Überprüfen Sie nach der Einstellung erneut die Position des Keils in Bezug auf die Schweißrollen. Siehe Schritt eins.

Ausrichtung der Keilneigung
Bevor Sie die Ausrichtung des Keils überprüfen, stellen Sie den Geschwindigkeitsregler auf die niedrigste und die Antriebsverzögerung auf die höchste Stufe und schließen Sie die Schweißrollen.
1. Schwenken Sie den Keil in die richtige Position, indem Sie das Fahrpedal oder die Starttaste betätigen. Sobald der Keil die Schweißposition erreicht hat, überprüfen Sie die Position des Keils in Bezug auf die Schweißrollen und lassen Sie dann das Fahrpedal los oder drücken Sie die Stopptaste.
2. Die Neigung des Keils lässt sich am besten aus der Perspektive des Bedieners betrachten, der sich auf Augenhöhe mit dem Keil und dem Quetschpunkt der Schweißrolle befindet, wenn der Keil in seine Position geschwenkt wurde.
3. Wenn die Neigungsausrichtung des Keils nicht waagerecht mit dem Quetschpunkt der Schweißrollen ist, ist eine Einstellung erforderlich.
4. Um die Neigungsausrichtung des Keils einzustellen, muss sich der Keil zunächst in der Grundstellung befinden.
5. Suchen Sie die Arretierknöpfe für die Neigungseinstellung
und lösen bzw. ziehen Sie sie an, um das Keilsystem je nach gewünschter Position des Keils zu den Schweißrollen nach links oder rechts zu verstellen. Wenn z. B. die Keilneigung eine Bewegung nach links erfordert, lösen Sie zuerst den Neigungsknopf auf der linken Seite um eine oder zwei Umdrehungen und ziehen Sie dann den Neigungsknopf auf der rechten Seite fest. Dadurch wird die Keilneigung nach links eingestellt.
6. Überprüfen Sie nach der Einstellung erneut die Position des Keils in Bezug auf die Schweißrollen. Siehe Schritt eins.
Keil Links/Rechts-Ausrichtung
Bevor Sie die Ausrichtung des Keils überprüfen, stellen Sie den Geschwindigkeitsregler auf die niedrigste und die Antriebsverzögerung auf die höchste Stufe und schließen Sie die Schweißrollen.
1. Schwenken Sie den Keil in die richtige Position, indem Sie das Fahrpedal oder die Starttaste betätigen. Sobald der Keil die Schweißposition erreicht hat, überprüfen Sie die Position des Keils in Bezug auf die Schweißrollen und lassen Sie dann das Fahrpedal los oder drücken Sie die Stopptaste.
2. Die rechtwinklige Ausrichtung des Keils muss mit den Schweißrollen auf einer Linie liegen.
3. Wenn die Rechtwinkligkeit des Keils aus der Mittellinie der Schweißrollen verdreht ist, ist eine Einstellung erforderlich.
4. Um die Rechtwinkligkeit des Keils einzustellen, muss sich der Keil zunächst in der Ausgangsstellung befinden.
5. Suchen und lösen Sie die linken/rechten Verriegelungsschrauben und stellen Sie die Drehung des Keilsystems je nach der gewünschten Position des Keils zu den Schweißrollen ein.
6. Überprüfen Sie nach der Einstellung erneut die Position des Keils in Bezug auf die Schweißrollen. Siehe Schritt eins.
Keiltiefenausrichtung

Bevor Sie die Ausrichtung des Keils überprüfen, stellen Sie den Geschwindigkeitsregler auf die niedrigste und die Antriebsverzögerung auf die höchste Stufe und schließen Sie die Schweißrollen.
1. Schwenken Sie den Keil durch Betätigen des Fahrpedals oder der Starttaste in die richtige Position. Sobald der Keil die Schweißposition erreicht hat, überprüfen Sie die Position der Schweißnaht in Bezug auf die Schweißrollen und lassen Sie dann das Fahrpedal los oder drücken Sie die Stopptaste.
2. Die Tiefenausrichtung des Keils muss in Kontakt mit den Schweißrollen sein, um den Kontakt und die Wärmeübertragung auf das Gewebe zu ermöglichen.
3. Wenn die Tiefenausrichtung des Keils zu weit zurück oder zu weit in den Quetschpunkt der Schweißrollen hinein geht, ist eine Einstellung erforderlich.
4. Zum Einstellen der Keiltiefenausrichtung muss sich der Keil zunächst in der Grundstellung befinden.
5. Lösen Sie die Feststellschrauben für die Tiefeneinstellung und stellen Sie die Tiefe des Keilsystems je nach gewünschter Position des Keils zum Quetschpunkt der Schweißrolle ein.
6. Für die richtige Keiltiefe stellen Sie zunächst die Spitze des Keils so ein, dass sie gerade den Quetschpunkt der Schweißrollen berührt. Sobald die Keilspitze auf diesen Punkt eingestellt ist, schieben Sie das Keilsystem 1/8" weiter in den Quetschpunkt der Schweißrollen. Dadurch wird der richtige Druck des Keils gegen das Gewebe und die Schweißrollen erreicht.
7. Überprüfen Sie nach der Einstellung erneut die Position des Keils in Bezug auf die Schweißrollen. Siehe Schritt eins.

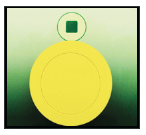
Schlechte Schweißnaht
Dies ist keine gute Schweißnaht. Das Gewebe ist zwar einigermaßen verschweißt, aber nicht zu 100 %. Damit diese Schweißnaht akzeptiert wird, müssen zwei Dinge geschehen. Entweder muss die Geschwindigkeit verringert oder die Hitze erhöht werden.

Gute Schweißnaht
Dies ist eine gute Schweißnaht. Der Stoff ist zu 100 % verschweißt. Sie können sehen, dass sich der Stoff über die gesamte Breite der Naht auflöst.

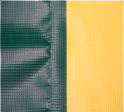
Ungleichmäßige Gewebespannung
Dies ist ein Beispiel für eine zu hohe Spannung auf der oberen Stoffbahn. Es ist wichtig, dass der Bediener während des Schweißens eine gleichmäßige (gleiche) Spannung auf die obere und untere Stoffbahn ausübt. Wie in der Abbildung zu sehen ist, geht die grüne Bahn durch die linke Seite (oben) des Schweißgeräts und die gelbe Bahn durch die rechte Seite (unten) des Schweißgeräts. Wenn die obere Bahn stärker gespannt ist, weist die untere Bahn neben der Schweißnaht Falten auf. Passen Sie die gehaltene Spannung an, um ein glatteres Ergebnis zu erzielen.
Ungleichmäßige Gewebespannung
Dies ist ein Beispiel für eine zu hohe Spannung auf der unteren Stoffbahn. Es ist wichtig, dass der Bediener beim Schweißen eine gleichmäßige (gleiche) Spannung auf die obere und untere Stoffbahn ausübt. Wie in der Abbildung zu sehen ist, geht die grüne Bahn durch die linke Seite (oben) des Schweißgeräts und die gelbe Bahn durch die rechte Seite (unten) des Schweißgeräts. Wenn die untere Bahn stärker gespannt ist, weist die obere Bahn neben der Schweißnaht Falten auf. Passen Sie die gehaltene Spannung an, um ein glatteres Ergebnis zu erzielen.

Perfekte Naht
Dies ist ein Beispiel für eine perfekte Naht. Es gibt keine Welligkeit, Falten oder Faltenbildung. Die Hitze, die Geschwindigkeit und der Druck in Verbindung mit der angewandten Spannung der Bediener sind perfekt.

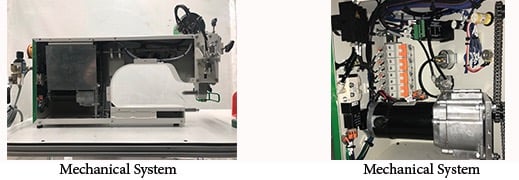
10.0 Wartung
Die Miller Weldmaster T3 hat bestimmte Elemente, die gewartet werden müssen, damit die Maschine so effektiv wie möglich läuft. Der T3 hat drei Ketten, die zum Antrieb der Schweißrollen und der Laufrolle an der Maschine verwendet werden. Obwohl es sich nicht um wartungsintensive Teile handelt, sollten die Ketten alle 3 Monate überprüft werden
, um sicherzustellen, dass keine übermäßige Korrosion, Rost oder Schmutz vorhanden ist. Überprüfen Sie auch, ob die Kette, die Kettenräder oder die Zahnräder locker sind. Schmieren Sie Ketten und Zahnräder bei Bedarf einmal alle 3 Monate mit 80-90 W Getriebeöl.
1. Vor dem Beginn von Inspektionen oder Wartungsarbeiten jeglicher Art müssen die Stromabschaltung und das Luftventil in die Aus-Stellung gebracht werden.
2. Entfernen Sie die hintere Abdeckung der Maschine und überprüfen Sie die Ketten, Ritzel, Zahnräder und alle anderen mechanischen Teile. Achten Sie bei der Inspektion auf abgenutzte Oberflächen, dunklen Staub unter den Kettenrädern und Zahnrädern, trockene Ketten oder andere Anzeichen von Verschleiß.
3. Ölen Sie Ketten, Ritzel und Zahnräder nach Bedarf. Ersetzen Sie verschlissene Teile nach Bedarf.
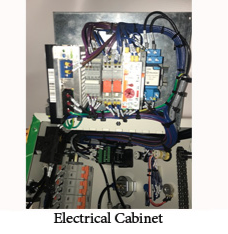
4. Nachdem das mechanische System inspiziert und gewartet wurde, überprüfen Sie das elektrische System. Beginnen Sie die Inspektion, indem Sie zunächst das Innere der Maschine mit einer Druckluftpistole leicht ausblasen (stellen Sie sicher, dass die Druckluft vollständig trocken und sauber ist). Untersuchen Sie die elektrischen Komponenten, Kabel und Kabelanschlüsse auf dunkle/verfärbte Stellen.
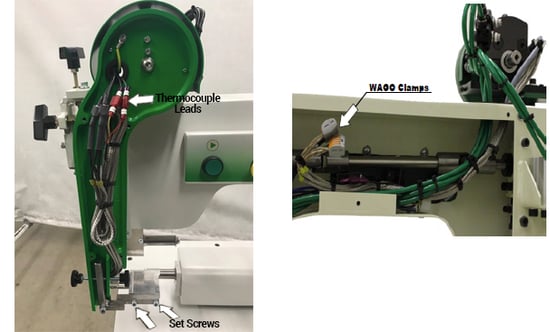
- Lösen und entfernen Sie den Gehäusedeckel.
- Trennen Sie die männlichen von den weiblichen Leitungen des Thermoelementes.
- Trennen Sie die Drähte der Heizpatrone von der WAGO-Klemme.
- Lösen Sie die beiden Stellschrauben, die sich an der Seite des Keils befinden.
- Entfernen Sie beide Schrauben aus der hinteren Halterung.
- Montieren Sie die neue Keilbaugruppe in umgekehrter Reihenfolge wie oben beschrieben.
- Wenn Sie die Schrauben an der hinteren Halterung anziehen, lösen Sie sie um eine 1/8-Drehung, damit der Keil etwas Spiel hat.
6. Wenden Sie sich bei Fragen oder Unklarheiten an einen Miller Weldmaster Kundendienstmitarbeiter.
7. Bringen Sie nach Abschluss der Inspektion und Wartung die hintere Abdeckung wieder an und ziehen Sie alle Befestigungsschrauben fest.
11.0 Empfohlener Ersatz
Miller Weldmaster empfiehlt, die folgenden Ersatzteile auf Lager zu halten:

HINWEIS: Der Hersteller haftet nicht für Schäden oder Verletzungen, die durch eine unsachgemäße Verwendung dieses Geräts entstehen.
12.0 Transport und Lagerung
Transport innerhalb einer Produktionsstätte
Aufgrund des Gewichts der Maschine Miller Weldmaster benötigt der Hersteller zwei Personen, um die Maschine zu bewegen. Greifen Sie beim Anheben der Maschine am Sockel und nicht an unsicheren Teilen. Heben Sie die Maschine langsam und vorsichtig an, um mögliche Verletzungen zu vermeiden. Sichern Sie alle Teile vor dem Anheben.
Transport außerhalb einer Produktionsstätte
Der Hersteller verlangt, dass die Maschine Miller Weldmaster auf eine Palette gestellt und mit einem Gabelstapler oder einer Zugmaschine auf einen Lkw verladen wird. Die Gabeln müssen unterhalb des unteren Rahmens entlang des Schwerpunkts eingesetzt werden. Vergewissern Sie sich vor dem Anheben der Maschine, dass alle Komponenten gesichert sind. Heben Sie die Maschine langsam an, um sicherzustellen, dass die Gabeln richtig platziert sind. Sichern Sie die Maschine auf der Palette oder dem Anhänger und schützen Sie die verschiedenen Bedienelemente und Funktionen, indem Sie die Maschine verpacken.
Lagerung
Der Hersteller empfiehlt, die Maschine immer dann, wenn sie nicht in Gebrauch ist, vor übermäßigem Staub und Feuchtigkeit zu schützen. Der Bediener sollte sich mit den Warnsymbolen an der Maschine vertraut machen, um auf die potenziell gefährlichen Bereiche der Maschine aufmerksam zu sein.
13.0 Zusätzliche Maschinendokumente





