Diese Bedienungsanleitung ist als Leitfaden für den Betrieb des PS400 gedacht. Um eine optimale Leistung Ihres Schweißgeräts zu gewährleisten, befolgen Sie bitte genau die Empfehlungen und Spezifikationen.
Inhaltsübersicht
- Kapitel 1: Überblick über die Maschine
- Kapitel 2: Erläuterung der Warnhinweise
- Kapitel 3: Elektrische und lufttechnische Anforderungen
- Kapitel 4: Grundsätze der Heißsiegelung
- Kapitel 5: Funktionsprinzipien
- Kapitel 6: Maschinenspezifikationen
- Kapitel 7: Austausch und Wartung von Bauteilen
- Kapitel 8: Zusätzliche Maschinendokumente
Für weitere technische Informationen zu diesem Gerät rufen Sie unser Resolution Center unter 1-855-888-WELD an oder senden Sie eine E-Mail an service@weldmaster.com.
1.0 Verwendungszweck
Die PS400 ist eine rotierende Heißluftschweißmaschine, die für das Heißsiegeln von schweißbaren Thermokunststoffen wie z.B.:
- Polypropylen (PP) beschichtetes Gewebe
- Polyethylen (PE) beschichtete Gewebe
Der Hersteller ist damit nicht einverstanden:
- Andere Verwendungszwecke für diese Maschinen.
- Das Entfernen von Schutzvorrichtungen während des Betriebs.
- Unbefugte Veränderung der Maschinen.
- Verwendung von Ersatzteilen, die nicht vom Hersteller zugelassen sind.
![]() Nur ein entsprechend geschulter Techniker darf die Maschinen bedienen und/oder routinemäßige Wartungsarbeiten oder Reparaturen durchführen.
Nur ein entsprechend geschulter Techniker darf die Maschinen bedienen und/oder routinemäßige Wartungsarbeiten oder Reparaturen durchführen.
HINWEIS: Der Hersteller haftet nicht für Schäden oder Verletzungen, die durch eine unsachgemäße Verwendung dieses Geräts entstehen.
2.0 Erläuterung der Warnhinweise
Auf der Miller Weldmaster PS400 befinden sich verschiedene Warnsymbole, die den Bediener auf potenziell gefährliche Bereiche der Maschine aufmerksam machen sollen. Machen Sie sich mit ihrer Anordnung und Bedeutung vertraut.








3.0 Elektrische und lufttechnische Anforderungen
Warnung! Der Anschluss an die Stromversorgung darf nur von einem qualifizierten Elektriker vorgenommen werden.
Vorbereitung - Strom und Luft
- Vergewissern Sie sich, dass die Stromversorgung 230 V, 30 A, 50/60 Hz oder 480 V, 30 A, 50/60 Hz beträgt, wenn der entsprechende Abspanntransformator mitgeliefert wurde, und dass die Druckversorgung bei Betrieb der Maschine bis zu 6,9 bar (100 psi) reicht.
- Vergewissern Sie sich, dass die Spannung und der Strom für die Maschine geeignet sind und den oben genannten Spezifikationen entsprechen.
- Ein geeigneter Erdungsanschluss muss an der Erdungsklemme der Maschine angebracht werden.
 Vergewissern Sie sich vor der Inbetriebnahme der Maschine, dass die Umgebung der Maschine frei ist von brennbarem Schutt. Nur befugte Personen sollten sich während des Betriebs in der Nähe der Maschine aufhalten.
Vergewissern Sie sich vor der Inbetriebnahme der Maschine, dass die Umgebung der Maschine frei ist von brennbarem Schutt. Nur befugte Personen sollten sich während des Betriebs in der Nähe der Maschine aufhalten.- Im Falle eines Notfalls drücken Sie die Not-Aus-Taste
Elektrische Versorgung
Aufgrund der Vielzahl der verfügbaren Steckdosen wird das Kabel nicht mit einem Stecker geliefert. Es wird empfohlen, dass Ihr Elektriker einen Stecker installiert, der mit Ihrem Steckdosentyp vergleichbar ist. Sie können Ihr Netzkabel auch fest mit dem Netzteil verdrahten lassen. Es wird empfohlen, dass Ihr Elektriker eine Verteilerdose mit einem EIN/AUS-Schalter verwendet. Die Miller Weldmaster PS400 erfordert eine der folgenden elektrischen Voraussetzungen:
30 Ampere - Dreiphasig - 230 Volt
30 Ampere - dreiphasig - 480 Volt (wenn der entsprechende Abspanntransformator geliefert wurde) geliefert wurde)
Shop Luftversorgung
Miller Weldmaster PS400 enthält ein Ventil für die Luftzufuhr in der Werkstatt, das einen schnellen Anschluss und eine schnelle Trennung der Luftzufuhr in der Werkstatt ermöglicht. Aufgrund der vielen verschiedenen Arten von Luftleitungsanschlüssen ist ein männlicher Schnellanschluss nicht im Lieferumfang enthalten. Sie müssen einen männlichen Schnellanschluss mit einem 3/8 Zoll NPT (National Pipe Thread) wählen, der zu Ihrem weiblichen Schnellanschluss passt. Die Miller Weldmaster PS400 benötigt die folgenden Anforderungen an die Werkstattluft:
- Minimum von 20 cfm bei 100 psi
- Nicht mehr als 565 Liter/min bei 6,9 Bar
- Ein Inline-Wasser- und Schmutzabscheider
4.0 Grundsätze der Heißsiegelung
Wärme: Heißluft-Heizsystem: Die für den Schweißvorgang erforderliche Wärme wird elektrisch durch ein (oder zwei, je nach Anwendung) Heizelement im Heizelementgehäuse erzeugt. Die Werksluftversorgung führt Luft über das Heizelement und leitet die Wärme durch die Heißluftdüse, wodurch die Wärme auf das zu schweißende Material übertragen wird. Die Temperatur der Heißluft reicht von 25 bis 800 Grad Celsius (77 bis 1472 Grad Fahrenheit).
Geschwindigkeit: Die Geschwindigkeit der Schweißrollen bestimmt die Zeit, in der die Hitze auf das zu schweißende Material einwirkt. Je langsamer die Geschwindigkeit eingestellt ist, desto stärker wird das Material erhitzt. Je schneller die Geschwindigkeit eingestellt ist, desto weniger wird das Material erhitzt. Um eine optimale Schweißnaht zu erzielen, sollte das Material nur minimal erwärmt werden, aber dennoch eine vollständige Schweißnaht ergeben. Zu viel Hitze führt zu einer Verformung des Materials, während zu wenig Hitze das Material am Schweißen hindert.
Druck: Der Druck der Schweißrollen presst das erhitzte Material zusammen, um den Schweißvorgang abzuschließen.
Zusammenfassung
Mit der richtigen Kombination aus Hitze, Geschwindigkeit und Walzendruck erreichen Sie eine ordnungsgemäß geschweißte Naht.
5.0 Funktionsprinzipien
Die PS400 ist eine Heißsiegelmaschine, die thermische Kunststoffgewebe oder -folien mit Heißluft verschweißt, indem sie Druck, gleichmäßige Geschwindigkeit und genaue Temperatur anwendet, um thermische Kunststoffmaterialien perfekt zu versiegeln.
Kontrollen: Zwecke und Funktionen
Bildschirm zur Bedienersteuerung
-
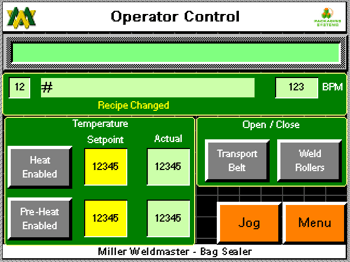
- Textfeld oben in der Mitte: Das Textfeld listet die aktuellen Alarme auf. Mit den Auf-/Ab-Tasten neben dem Textfeld kann der Benutzer in der Liste der aktuellen Alarme nach oben/unten blättern.
- MSG0 Textfeld: Das Textfeld zeigt den aktuellen Status des Geräts an. System im Leerlauf, System läuft, Pause, Auftrag weiterleiten, Tür öffnen, Alarm aktiv, EPO zurücksetzen, bedienungsseitiger Not-Aus und nicht bedienungsseitiger Not-Aus
- Rote Kontrollleuchte: Die rote Kontrollleuchte hat die gleiche Farbe wie die Stack-Leuchte im Vollfarbmodus.
- Beutel/Min: Die "0" zeigt den aktuellen durchschnittlichen Beutel pro Minute an, der durch die Maschine läuft.
- Fuß/Min: "0" zeigt den aktuellen Durchschnittswert der Beutel pro Minute an, die durch die Maschine laufen.
- Schweißdüse AUS: Durch Drücken der Taste wird das Heizsystem ein-/ausgeschaltet. Einmal drücken, um in den umgekehrten Zustand zu schalten.
- Tatsächliche Temperatur (F): Die angezeigte Zahl gibt an, welche Temperatur das Thermoelement an der Unterseite des Elementgehäuses gerade anzeigt.
- Sollwert (F): Die angezeigte Zahl gibt die Temperatur an, auf der der Temperaturregler die Temperatur halten soll. Durch Berühren des Textfelds auf dem Bildschirm wird ein Tastenfeld angezeigt, über das der Benutzer den Sollwert ändern kann.
- Vorheizdüse AUS: Durch Drücken der Taste wird das Heizsystem ein-/ausgeschaltet. Einmal drücken, um in den entgegengesetzten Zustand zu schalten.
- Schweißrollen: Durch Drücken der Taste werden die Schweißrollen geöffnet/geschlossen. Drücken Sie einmal, um in den entgegengesetzten Zustand zu schalten.
- Transportband: Durch Drücken der Taste werden die Transportbänder geöffnet/geschlossen. Drücken Sie einmal, um in den entgegengesetzten Zustand zu schalten.
- Jog FWD: Durch Drücken der Taste wird das Antriebssystem mit einer langsamen Geschwindigkeit in Vorwärtsrichtung bewegt. Diese Funktion ist nur dazu gedacht, die Bewegung der Motoren und des Antriebssystems zu testen. Sie ist nicht für einen synchronisierten Betrieb vorgesehen. Jog FWD wird nur angezeigt, wenn sich die Maschine im Pausenzustand befindet.
- Menü: Wenn Sie die Menütaste drücken, gelangen Sie zum Hauptmenü.
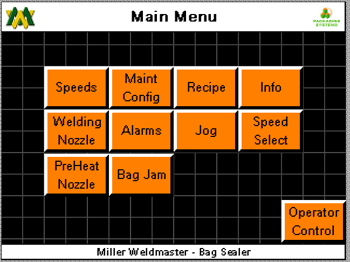
Hauptmenü-Bildschirm, Bedienerebene
-
- Bediener-Konfiguration: Durch Drücken der Schaltfläche Bedienerkonfiguration gelangt der Benutzer zur Bedienerkonfiguration, Bedienerebene.
- Alarmverlauf: Durch Drücken der Schaltfläche Alarmverlauf gelangt der Benutzer zum Bildschirm Alarmverlauf.
- Anmeldung: Durch Drücken der Schaltfläche "Anmelden" wird der Benutzer zum Anmeldebildschirm weitergeleitet.
- Abmelden: Durch Drücken der Schaltfläche Abmelden wird der Benutzer abgemeldet und kehrt zu den Bildschirmen der Basisansicht zurück.
- Bedienung: Durch Drücken der Taste "Betrieb" gelangt der Benutzer zum Bildschirm "Bedienersteuerung".
-
Operator-Konfiguration, Operator-Ebene
-
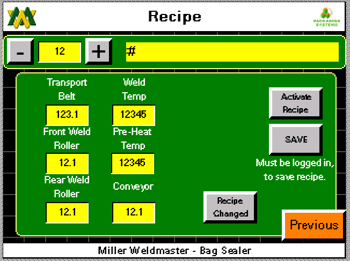
- Rezeptnummer: Die im Textfeld angezeigte Nummer ist die Nummer des aktuell angezeigten Rezepts. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, mit dem der Benutzer zur gewünschten Rezeptnummer wechseln kann. Mit dem Pfeil nach oben/unten rechts/links vom Textfeld können Sie ebenfalls zum nächsten Rezept wechseln. Wenn Sie den Pfeil einmal berühren, wechselt das Rezept zum nächsten Rezept.
- Name des Rezepts: Der angezeigte Text ist der Name des aktuellen Rezepts. Wenn Sie das Textfeld auf dem Bildschirm berühren, erscheint ein Tastenfeld, über das der Benutzer den Text ändern kann.
- Aktivieren: Durch Drücken der Aktivierungstaste wird die gespeicherte Einstellung des angezeigten Rezepts in die entsprechenden Sollwerte geladen. Wenn Sie z. B. eine Geschwindigkeitseinstellung ändern, müssen Sie die Aktivierungstaste drücken, um die Änderung an den entsprechenden Sollwert zu senden.
- Transportband (FT/MIN): Die im Textfeld angezeigte Zahl ist die Geschwindigkeit, auf die das Transportband eingestellt ist. Die Transportgeschwindigkeit ist die Hauptgeschwindigkeit der Maschine. Die Zahl wird in Fuß pro Minute angegeben. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer die Transportbandgeschwindigkeit ändern kann. Durch einmaliges Berühren des Pfeils wird die Geschwindigkeit um 0,01 ft/min erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Front Weld Roller (FT/MIN): Die im Textfeld angezeigte Zahl gibt an, auf welche Geschwindigkeit die Front Weld Roller eingestellt ist. Die Geschwindigkeit der vorderen Schweißnahtrolle ist ein Slave der Transportgeschwindigkeit, kann aber verschoben werden. Die Zahl wird in Fuß pro Minute angegeben. Durch Berühren des Textfeldes auf dem Bildschirm wird ein Tastenfeld angezeigt, über das der Benutzer die Geschwindigkeit der vorderen Schweißrolle ändern kann. Durch einmaliges Berühren des Pfeils wird die Geschwindigkeit um 0,01 ft/min erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Hintere Schweißrolle: Die Geschwindigkeit der hinteren Schweißwalze ist von der Transportgeschwindigkeit abhängig. Die Zahl ist in Fuß pro Minute angegeben. Wenn Sie das Textfeld auf dem Bildschirm berühren, erscheint ein Tastenfeld, über das der Benutzer die Geschwindigkeit der hinteren Schweißrolle ändern kann. Mit dem Pfeil nach oben/unten rechts/links neben dem Textfeld kann die Geschwindigkeit der hinteren Schweißrolle ebenfalls eingestellt werden. Durch einmaliges Berühren des Pfeils wird die Geschwindigkeit um 0,01 ft/min erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Schweißdüsentemperatur (F): Die angezeigte Zahl gibt an, bei welcher Temperatur der Temperaturregler die Temperatur halten soll. Durch Berühren des Textfelds auf dem Bildschirm wird ein Tastenfeld angezeigt, über das der Benutzer den Sollwert ändern kann. Mit dem Aufwärts-/Abwärtspfeil rechts/links neben dem Textfeld kann der Sollwert ebenfalls eingestellt werden. Durch einmaliges Berühren des Pfeils wird die Temperatur um 1'f erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Vorheiztemperatur (F): Die angezeigte Zahl gibt an, bei welcher Temperatur der Temperaturregler die Temperatur halten soll. Durch Berühren des Textfeldes auf dem Bildschirm wird ein Tastenfeld angezeigt, über das der Benutzer den Sollwert ändern kann. Mit dem Aufwärts-/Abwärtspfeil rechts/links neben dem Textfeld kann der Sollwert ebenfalls eingestellt werden. Durch einmaliges Berühren des Pfeils wird die Temperatur um 1'f erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Zeit ohne Beutel (SEC): Der Beuteleingangssensor steuert, wann das Düsenschwenksystem in die Schweißposition und wann in die Ausgangsposition gebracht werden soll, wenn die Maschine im Betriebsmodus ist. Wenn ein Beutel in die Maschine gelangt und der Sensor den Beutel erkennt, wird das Düsenschwingsystem angewiesen, in die Schweißposition zu schwenken. Die im Textfeld angezeigte Zahl ist die Zeitspanne, die vergehen muss, ohne dass ein Beutel den Eingangssensor passiert. Wenn diese Zeitspanne erreicht ist, wird das Düsenschwingsystem angewiesen, in die Ausgangsposition zu fahren, bis ein anderer Beutel erkannt wird. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer den Sollwert ändern kann.
- Speichern: Durch Drücken der Schaltfläche "Speichern" werden alle aktuellen Sollwerte, die in das jeweilige Textfeld eingegeben wurden, in das aktuell angezeigte Rezept übernommen.
- Jog FWD: Durch Drücken der Taste wird das Antriebssystem mit einer langsamen Geschwindigkeit in Vorwärtsrichtung bewegt. Diese Funktion ist nur dazu gedacht, die Bewegung der Motoren und des Antriebssystems zu testen. Sie ist nicht für einen synchronisierten Betrieb vorgesehen. Jog FWD wird nur im angehaltenen Zustand angezeigt.
- Zurück: Durch Drücken der Taste Zurück wird der vorherige Bildschirm angezeigt.
Hauptmenü-Bildschirm, Ebene SU:
-
- Rezeptur-Konfiguration: Durch Drücken der Schaltfläche Rezepturkonfiguration gelangen Sie zum Bildschirm Rezepturkonfiguration.
- Rezept aktiv: Durch Drücken der Schaltfläche "Rezept aktiv" wird der Benutzer zum Bildschirm "Rezept aktiv" geführt.
- Heizen/Manuell: Durch Drücken der Taste Heat/Manual gelangt der Benutzer zum Bildschirm Heat Control Weld Nozzle.
- Maschinenkonfiguration: Durch Drücken der Taste Maschinenkonfiguration gelangt der Benutzer zum Bildschirm Bedienersteuerung.
- Ferninfo: Durch Drücken der Taste Ferninfo gelangt der Benutzer zum Bildschirm Ferninfo.
- HMI-Einrichtung: Durch Drücken der Taste "HMI Setup" gelangt der Benutzer zum Bildschirm "HMI Setup".
- Alarme aktiv: Durch Drücken der Schaltfläche "Alarm aktiv" gelangt der Benutzer zum Bildschirm "Alarm aktiv".
- Info: Durch Drücken der Taste Info gelangt der Benutzer zum Info-Bildschirm.
- Anmeldung: Durch Drücken der Schaltfläche "Anmelden" wird der Benutzer zum Anmeldebildschirm weitergeleitet.
- Abmelden: Durch Drücken der Schaltfläche "Abmelden" gelangt der Benutzer zu den Bildschirmen der Basisansicht.
- BLB-Wartung: Durch Drücken der Taste BLB-Wartung gelangt der Benutzer zum Bildschirm für die BLB-Wartung.
Bildschirm für die Rezepturkonfiguration
-
- Rezeptnummer: Die im Textfeld angezeigte Nummer ist die Nummer des aktuell angezeigten Rezepts. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, mit dem der Benutzer zur gewünschten Rezeptnummer wechseln kann. Mit dem Aufwärts-/Abwärtspfeil rechts/links vom Textfeld können Sie ebenfalls zum nächsten Rezept wechseln. Wenn Sie den Pfeil einmal berühren, wird das Rezept um 1 erhöht/verringert.
- Name des Rezepts: Der angezeigte Text ist der Name des aktuellen Rezepts. Wenn Sie das Textfeld auf dem Bildschirm berühren, erscheint ein Tastenfeld, über das der Benutzer den Text ändern kann.
- Aktivieren: Durch Drücken der Aktivierungstaste wird die gespeicherte Einstellung des angezeigten Rezepts in die entsprechenden Sollwerte geladen. Wenn Sie z. B. eine Geschwindigkeitseinstellung ändern, muss die Geschwindigkeitseinstellung geändert werden, wenn die Aktivierungsschaltfläche gedrückt wird, um die Änderung an diesen bestimmten Sollwert zu senden.
- Transportband (FT/MIN): Die im Textfeld angezeigte Zahl gibt an, auf welche Geschwindigkeit das Transportband eingestellt ist. Die Transportgeschwindigkeit ist die Hauptgeschwindigkeit der Maschine. Die Zahl wird in Fuß pro Minute angegeben. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer die Transportbandgeschwindigkeit ändern kann. Mit dem Pfeil nach oben/unten rechts/links neben dem Textfeld kann die Transportgeschwindigkeit ebenfalls eingestellt werden. Durch einmaliges Berühren des Pfeils wird die Geschwindigkeit um 0,01 ft/min erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Front Weld Roller (FT/MIN): Die im Textfeld angezeigte Zahl gibt an, auf welche Geschwindigkeit die Front Weld Roller eingestellt ist. Die Geschwindigkeit der vorderen Schweißnahtrolle ist ein Slave der Transportgeschwindigkeit, kann aber verschoben werden. Die Zahl wird in Fuß pro Minute angegeben. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer die Geschwindigkeit der vorderen Schweißrolle ändern kann. Mit dem Aufwärts-/Abwärtspfeil rechts/links neben dem Textfeld kann auch die Geschwindigkeit der hinteren Schweißrolle eingestellt werden. Durch einmaliges Berühren des Pfeils wird die Geschwindigkeit um 0,01 ft/min erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Rear Weld Roller (FT/MIN): Die im Textfeld angezeigte Zahl gibt an, auf welche Geschwindigkeit die Rear Weld Roller eingestellt ist. Die Geschwindigkeit der hinteren Schweißwalze ist der Transportgeschwindigkeit untergeordnet, kann aber verschoben werden. Die Zahl wird in Fuß pro Minute angegeben. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer die Geschwindigkeit der hinteren Schweißrolle ändern kann. Mit dem Aufwärts-/Abwärtspfeil rechts/links neben dem Textfeld kann die Geschwindigkeit der hinteren Schweißwalze ebenfalls eingestellt werden. Durch einmaliges Berühren des Pfeils wird die Geschwindigkeit um 0,01 ft/min erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Schweißdüsentemperatur (F): Die angezeigte Zahl gibt an, bei welcher Temperatur der Temperaturregler die Temperatur halten soll. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer den Sollwert ändern kann. Mit dem Aufwärts-/Abwärtspfeil rechts/links neben dem Textfeld kann der Sollwert ebenfalls eingestellt werden. Durch einmaliges Berühren des Pfeils wird die Geschwindigkeitstemperatur um 1'f erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Vorheiztemperatur (F): Die angezeigte Zahl gibt an, bei welcher Temperatur der Temperaturregler die Temperatur halten soll. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer den Sollwert ändern kann. Mit dem Aufwärts-/Abwärtspfeil rechts/links neben dem Textfeld kann der Sollwert ebenfalls eingestellt werden. Durch einmaliges Berühren des Pfeils wird die Temperatur um 1'f erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
-
- Speichern: Durch Drücken der Schaltfläche "Speichern" werden alle aktuellen Sollwerte, die in das jeweilige Textfeld eingegeben wurden, in das aktuell angezeigte Rezept übernommen.
- Jog FWD: Durch Drücken der Taste wird das Antriebssystem mit einer langsamen Geschwindigkeit in Vorwärtsrichtung bewegt. Diese Funktion ist nur dazu gedacht, die Bewegung der Motoren und des Antriebssystems zu testen. Sie ist nicht für den Betrieb in einer sunchronisierten Funktion vorgesehen. Jog FWD wird nur im angehaltenen Zustand angezeigt.
- Zurück: Durch Drücken der Taste Zurück wird der vorherige Bildschirm angezeigt.
Rezept Aktiv Bildschirm
-
- Rezeptnummer: Die im Textfeld angezeigte Nummer ist die Nummer des aktuell angezeigten Rezepts.
- Name des Rezepts: Der angezeigte Text gibt an, wie das aktuelle Rezept benannt wurde.
- Transportband (FT/MIN): Die im Textfeld angezeigte Zahl gibt die Geschwindigkeit an, auf die der Transport eingestellt ist. Die Transportgeschwindigkeit ist die Hauptgeschwindigkeit der Maschine. Die Zahl wird in Fuß pro Minute angegeben.
- Front Weld Roller (FT/MIN): Die im Textfeld angezeigte Zahl gibt an, auf welche Geschwindigkeit die Front Weld Roller eingestellt ist. Die Geschwindigkeit der vorderen Schweißnahtrolle ist ein Slave der Transportgeschwindigkeit. Die Zahl wird in Fuß pro Minute angegeben.
- Rear Weld Roller (FT/MIN): Die im Textfeld angezeigte Zahl gibt an, auf welche Geschwindigkeit die Front Weld Roller eingestellt ist. Die Geschwindigkeit der vorderen Schweißnahtrolle ist ein Slave der Transportgeschwindigkeit. Die Zahl wird in Fuß pro Minute angegeben.
- Schweißdüsentemperatur (F): Die angezeigte Zahl gibt an, bei welcher Temperatur der Temperaturregler die Temperatur halten soll.
- Vorheiztemperatur (F): Die angezeigte Zahl gibt an, bei welcher Temperatur der Temperaturregler die Temperatur halten soll.
- Keine Beutelzeit: Der Beuteleingangssensor steuert, wann das Düsenschwenksystem in die Schweißposition und wann in die Ausgangsposition geschaltet wird, wenn sich die Maschine im Betriebsmodus befindet. Wenn ein Beutel in die Maschine gelangt und der Sensor den Beutel sieht, wird das Düsenschwingsystem angewiesen, in die Schweißposition zu schwenken. Die im Textfeld angezeigte Zahl ist die Zeitspanne, die vergehen muss, ohne dass ein Beutel den Eingangssensor passiert. Wenn diese Zeitspanne erreicht ist, wird das Düsenschwingsystem angewiesen, in die Ausgangsposition zu fahren, bis ein anderer Beutel erkannt wird.
- Zurück: Durch Drücken der Taste Zurück wird der vorherige Bildschirm angezeigt.
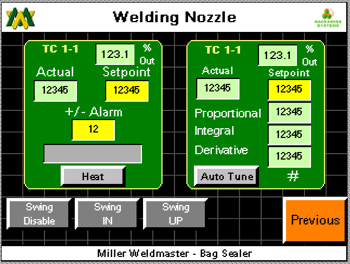
- Tatsächliche (F): Die angezeigte Zahl ist die Temperatur, die das Thermoelement derzeit am Boden des Elementgehäuses anzeigt. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer den Sollwert ändern kann.
- Sollwert (F): Die angezeigte Zahl gibt die Temperatur an, bei der der Temperaturregler die Temperatur halten soll. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer den Sollwert ändern kann.
- Alarm +/- (F): Die Zahlenanzeige gibt an, wie viel Grad Abweichung zulässig sind, bevor der Hoch-/Niedrigtemperaturalarm aktiviert wird.
- Heizung aus: Durch Drücken der Taste "Heizung aus" wird das Heizsystem aus- und eingeschaltet. Wenn das Heizsystem derzeit ausgeschaltet ist und Sie die Taste einmal drücken, wird das Heizsystem eingeschaltet.
- Heizen/Manuell #2: Durch Drücken der Taste gelangt der Benutzer zum Bildschirm für die Heizsteuerung vor der Heizdüse.
- Einschwenken: Durch Drücken der Taste wird die Düse des Heizsystems in ihre vertikale Position geschwenkt. Durch erneutes Drücken der Taste wird die Düse des Heizsystems in ihre Ausgangsposition geschwenkt. Die Taste ist eine Kipptaste und mit einer.
-
Hochschwingen: Damit die Taste "Hochschwingen" aktiviert werden kann, muss sich das Heizsystem in der vertikalen Position befinden. Wenn sie sich nicht in der vertikalen Position befindet, ist die Taste "Swing Up" nicht aktiv. Durch Drücken der Taste wird die Düse des Heizsystems in ihre obere Position geschoben. Wenn Sie die Taste ein zweites Mal drücken, wird die Düse des Heizsystems in die untere Position geschoben. Bei der Taste handelt es sich um eine Umschalttaste; durch einmaliges Drücken der Taste wird das Swing-System nach oben/unten geschoben. WARNUNG! Lassen Sie die Düse nicht länger als 3 Sekunden in der oberen Position, sonst werden die Schweißrollen beschädigt!
- Jog FWD: Durch Drücken der Taste wird das Antriebssystem mit einer langsamen Geschwindigkeit in Vorwärtsrichtung bewegt. Diese Funktion ist nur dazu gedacht, die Bewegung der Motoren und des Antriebssystems zu testen. Sie ist nicht für einen synchronisierten Betrieb vorgesehen. Jog FWD wird nur im angehaltenen Zustand angezeigt.
- Auto Tune Proportion: Die angezeigte Zahl ist der Wert des Proportionalbereichs, den der Temperaturregler derzeit für den Temperaturregelkreis verwendet.
- Auto Tune Integral: Die angezeigte Zahl ist der Wert der Intergralzeit, den der Temperaturregler derzeit für den Temperaturregelkreis verwendet.
- Auto Tune Derivative: Die angezeigte Zahl ist der Wert der Vorhaltezeit, den der Temperaturregler derzeit für den Temperaturregelkreis verwendet.
- Automatische Einstellung: Durch Drücken dieser Taste wird die Temperaturregelung in den Zustand der automatischen Einstellung versetzt. WARNUNG! Stellen Sie vor der automatischen Einstellung den Temperatursollwert auf 800' f ein und lassen Sie zu, dass sich die tatsächliche Temperatur dem Sollwert annähert! Andernfalls kann es zu Schäden an den Elementen oder anderen Komponenten des Heizsystems kommen. Auto Tune sollte nur verwendet werden, wenn die Temperatur aus einem unbekannten Grund schwankt. Vor der Durchführung von Auto Tune sollten alle Anstrengungen unternommen werden, um eine fehlerhafte Komponente des Heizsystems, den Luftdruck, den Luftstrom oder einen anderen Grund zu ermitteln.
- Menü: Wenn Sie die Menütaste drücken, gelangen Sie zum Hauptmenü.
Wärmesteuerung Vorheizdüsenschirm
-
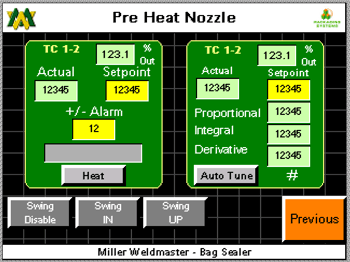
- Tatsächliche (F): Die angezeigte Zahl ist die Temperatur, die das Thermoelement derzeit am Boden des Elementgehäuses anzeigt. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer den Sollwert ändern kann.
- Sollwert (F): Die angezeigte Zahl gibt an, bei welcher Temperatur der Temperaturregler die Temperatur halten soll. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer den Sollwert ändern kann.
- Alarm +/- (F): Die angezeigte Zahl gibt an, um wie viel Grad der Sollwert abweichen darf, bevor der Hoch-/Niedrigtemperaturalarm ausgelöst wird. Wenn Sie das Textfeld auf dem Bildschirm berühren, erscheint ein Tastenfeld, über das der Benutzer den Sollwert ändern kann.
- Heizung aus: Durch Drücken der Taste "Heizung aus" wird das Heizsystem aus- und eingeschaltet. Wenn das Heizsystem derzeit ausgeschaltet ist und Sie die Taste einmal drücken, wird das Heizsystem eingeschaltet.
- Heizung aus: Durch Drücken der Taste "Heizung aus" wird das Heizsystem aus- und eingeschaltet. Wenn das Heizsystem derzeit ausgeschaltet ist und Sie die Taste einmal drücken, wird das Heizsystem eingeschaltet.
- Heat/Manual #1: Durch Drücken der Taste gelangt der Benutzer zum Bildschirm "Heat Control Weld Nozzle".
- Einschwenken: Durch Drücken der Taste wird die Düse des Heizsystems in ihre vertikale Position geschwenkt. Wenn Sie die Taste ein zweites Mal drücken, schwenkt die Düse des Heizsystems in ihre Ausgangsposition. Die Taste ist eine Umschalttaste und mit einem Druck auf die Taste wird das Schwenksystem ein-/ausgeschwenkt.
- Hochschwingen: Damit die Taste "Hochschwingen" aktiviert werden kann, muss sich das Heizsystem in der vertikalen Position befinden. Wenn sie sich nicht in der vertikalen Position befindet, wird die Taste "Swing Up" nicht aktiviert. Durch Drücken der Taste wird die Düse des Heizsystems in ihre obere Position geschoben. Wenn Sie die Taste ein zweites Mal drücken, wird die Düse des Heizsystems in die untere Position geschoben. Bei der Taste handelt es sich um eine Umschalttaste; durch einmaliges Drücken der Taste wird das Swing-System nach oben/unten geschoben. WARNUNG! Lassen Sie die Düse nicht länger als 3 Sekunden in der oberen Position, sonst werden die Schweißrollen beschädigt!
- Jog FWD: Durch Drücken der Taste wird das Antriebssystem mit einer langsamen Geschwindigkeit in Vorwärtsrichtung bewegt. Diese Funktion ist nur dazu gedacht, die Bewegung der Motoren und des Antriebssystems zu testen. Sie ist nicht für einen synchronisierten Betrieb vorgesehen. Jog FWD wird nur im angehaltenen Zustand angezeigt.
- Auto Tune Proportion: Die angezeigte Zahl ist der Wert des Proportionalbereichs, den der Temperaturregler derzeit für den Temperaturregelkreis verwendet.
- Auto Tune Integral: Die angezeigte Zahl ist der Wert der Intergralzeit, den der Temperaturregler derzeit für den Temperaturregelkreis verwendet.
- Auto Tune Derivative: Die angezeigte Zahl ist der Wert der Vorhaltezeit, den der Temperaturregler derzeit für den Temperaturregelkreis verwendet.
- Automatische Einstellung: Durch Drücken dieser Taste wird die Temperaturregelung in den Zustand der automatischen Einstellung versetzt. WARNUNG! Stellen Sie vor der automatischen Einstellung den Temperatursollwert auf 800' F ein und lassen Sie zu, dass sich die tatsächliche Temperatur dem Sollwert annähert.Auto Tune sollte nur verwendet werden, wenn die Temperatur aus einem unbekannten Grund schwankt. Vor der Durchführung von Auto Tune sollten alle Anstrengungen unternommen werden, um eine fehlerhafte Komponente des Heizsystems, den Luftdruck, den Luftstrom oder einen anderen Grund zu ermitteln.
- Menü: Wenn Sie die Menütaste drücken, gelangen Sie zum Hauptmenü.
Bildschirm der Fernbedienungsschnittstelle
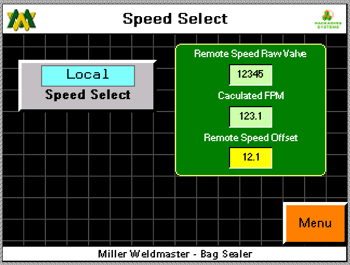
- Drehzahlregelung "Lokal": Durch Drücken der Taste wird der angegebene Geschwindigkeitssollwert zwischen Lokal und Fern umgeschaltet. Einmaliges Drücken schaltet in den entgegengesetzten Zustand um.
- Remote SP: In diesem Textfeld wird angezeigt, mit welcher Geschwindigkeit die Maschine vom Absackgerät aus arbeiten soll. Die Maschine läuft nur dann mit dieser Geschwindigkeit, wenn auf dem Bildschirm der Fernsteuerungsschnittstelle der Betrieb mit Fernsteuerung ausgewählt wurde.
- Geschwindigkeitsoffset (FT/MIN): Die im Textfeld angezeigte Zahl spiegelt die Geschwindigkeit wider, die eingegeben wurde, um die Geschwindigkeit des unteren Förderbandes an das Siegelgerät anzupassen. Durch Berühren des Textfeldes auf dem Bildschirm wird ein Tastenfeld angezeigt, über das der Benutzer den Sollwert ändern kann. Der Sollwert kann auf eine positive oder negative Zahl eingestellt werden. Wenn der Beutel beispielsweise in das Schweißgerät einläuft und der Beutel aufrecht steht, während der Beutel die Linie entlangläuft und sich nach vorne neigt, ist der Versatz zu hoch, wodurch das Schweißgerät schneller läuft als das untere Förderband. Stellen Sie den Sollwert niedriger ein und beobachten Sie den nächsten Beutel.
- Zurück: Durch Drücken der Taste Zurück wird der vorherige Bildschirm angezeigt.
HINWEIS: Es ist sehr wichtig zu wissen, dass die Vorwärts- oder Rückwärtsneigung des Beutels die Geradheit der Versiegelung beeinflusst. Unter der Annahme, dass der Beutel beim Einlauf gerade ist, kann eine Neigung des Beutels nach vorne während des Durchlaufs durch das Siegelgerät dazu führen, dass der Falz von der Vorderkante zur Hinterkante größer wird. Neigt sich der Beutel während des Durchlaufs durch das Siegelgerät nach hinten, kann dies dazu führen, dass die Falte von der Vorderkante zur Hinterkante kleiner wird.
Bildschirm "Aktiver Alarm
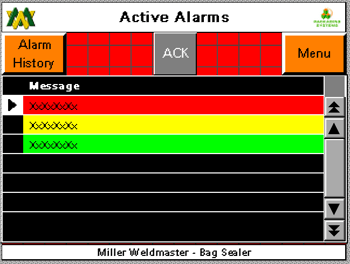
Im schwarzen Textfeld wird ein aktiver Alarm angezeigt. Diese Alarme werden so lange angezeigt, bis sie behoben sind und die ACK-Taste gedrückt wurde.
- Verlauf: Durch Drücken der Taste Verlauf wird der Bildschirm Alarmverlauf angezeigt.
- ACK: Quittierung des Alarms, durch Drücken der ACK-Taste wird der Alarm bestätigt und die Ruhezeit verlängert. Wenn der Alarmzustand nicht behoben wurde, wird der Alarm erneut angezeigt.
- Zurück: Durch Drücken der Taste Zurück wird der vorherige Bildschirm angezeigt.
Bildschirm Alarmverlauf
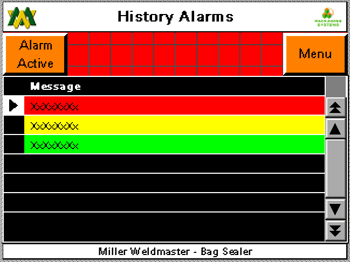
Das schwarze Textfeld zeigt alle Alarmereignisse, die in der Vergangenheit aufgetreten sind, mit einem Datums- und Zeitstempel an.
- Pfeiltasten nach oben/unten: Ermöglichen es dem Benutzer, auf der Seite mit den Alarmen nach oben/unten zu blättern.
- Verlauf löschen: Durch Drücken der Schaltfläche "Verlauf löschen" wird der im Speicher gespeicherte Verlauf gelöscht. Die Schaltfläche "Verlauf löschen" wird nur angezeigt, wenn Sie als SU-Benutzer eingeloggt sind.
- Zurück: Durch Drücken der vorherigen Taste wird der vorherige Bildschirm angezeigt.
Informationsbildschirm

Auf diesem Bildschirm werden lediglich die Kontaktinformationen von Miller Weldmasterangezeigt und der Gerätetyp, die Seriennummer und die Softwareversion angegeben. Wenn Sie Miller Weldmaster für Fragen jeglicher Art anrufen, halten Sie bitte den Gerätetyp, die Seriennummer und die Softwareversion für den Vertreter von Miller Weldmaster bereit.
- Zurück: Durch Drücken der Taste Zurück wird der vorherige Bildschirm angezeigt.
Anmeldebildschirm
Um auf gesperrte oder abgestufte Zugangsbildschirme zugreifen zu können, müssen die entsprechende Benutzer-ID und das Passwort eingegeben werden. Bei Fragen wenden Sie sich bitte an Ihren Vorgesetzten.
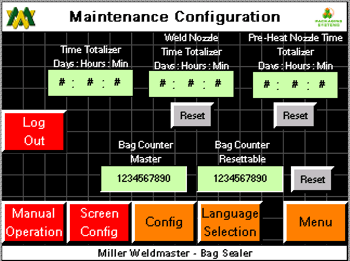
Bildschirm "Maschinenkonfiguration
- Tippgeschwindigkeit (FT/MIN): Die angezeigte Zahl gibt an, wie viele Meter pro Minute das Antriebssystem arbeitet, wenn die Tipptaste gedrückt wird. Durch Berühren des Textfelds auf dem Bildschirm wird ein Tastenfeld angezeigt, über das der Benutzer die Tippgeschwindigkeit ändern kann.
- Pausenverzögerungszeit (SEC): Die angezeigte Zahl gibt an, wie viel Zeit vergeht, nachdem ein Pausensignal gegeben oder eine Pausentaste gedrückt wurde. Mit dieser Funktion kann das System PS400 von Säcken befreit werden. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer die Pausenverzögerungszeit ändern kann.
- Zeit für Sackstau (SEC): Die angezeigte Zahl gibt an, wie viele Sekunden vergehen, sobald ein Beutel vom Eingabebeutelsensor gesehen wird und wann der Beutelstaualarm ausgelöst wird, wenn ein Beutel nicht vom Ausgabebeutelsensor gesehen wird. Wenn zum Beispiel ein Beutel in die Maschine einläuft, sieht der Eingangsbeutelsensor den Beutel, vorausgesetzt, er wird korrekt präsentiert, und ebenso sieht der Ausgangsbeutelsensor den Beutel, wenn der Beutel die Maschine verlässt. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer die Staudauer des Beutels ändern kann.
- Einschwingzeit und Ausschwingzeit (SEC): Das Düsenschwenksystem ist mit zwei Bewegungen und zwei Luftzylindern ausgestattet, die die Bewegungen ausführen. Von der Ausgangsposition aus schwenkt die Düse in Richtung der Schweißrollen und gleitet dann nach oben; von der Schweißposition aus gleitet die Düse nach unten und schwenkt dann aus. Diese Konstruktion ermöglicht es, dass sich die Düse in unmittelbarer Nähe des Führungssystems, der Schweißrolle und des Beutels selbst befindet.
- Einschwingzeit (Sek): Die angezeigte Zahl ist die Zeitspanne, in der die zweite Aktion des Düsenschwenksystems einsetzt. Wenn z. B. die Düsenschwenkung aktiviert werden soll, beginnt die Schwenkbewegung sofort, aber die zweite Aktion, das Hochschieben, beginnt erst, wenn die Zeit den eingestellten Wert erreicht hat. Diese Zeitspanne dient dazu, dass sich der Drehpunkt der Düse direkt unter den Schweißrollen und der Führung befindet, bevor das Hochschieben beginnt. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer die Einschwenkzeit ändern kann.
- Ausschwingzeit (SEC): Die angezeigte Zahl ist die Zeitspanne, in der die zweite Aktion des Düsenschwenksystems stattfindet. Die Aktion und die Abfolge der Ereignisse ist genau umgekehrt wie die Einschwingzeit. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer die Ausschwingzeit ändern kann.
- Element Hinweisschlummern (HRS): Sobald ein Hinweis auf das Ende der Lebensdauer aktiv geworden ist und die ACK-Taste gedrückt wird, geht der Hinweis auf das Ende der Lebensdauer in einen Schlummermodus über. Die angezeigte Zahl gibt an, wie viele Stunden der Schlummermodus dauert. Die Anzahl der Stunden ist zwischen 0 und 99 Stunden einstellbar. Durch Berühren des Textfeldes auf dem Bildschirm wird ein Tastenfeld angezeigt, über das der Benutzer die Anzahl der Stunden ändern kann.
- Gerät: Gesamtzeit, in der das Gerät eingeschaltet ist. Die Zeit wird in Stunden angezeigt.
- Schweißdüse: Gesamtzeit, in der das Weld Heat-System eingeschaltet ist. Die Zeit wird in Stunden angezeigt.
- Vorheizdüse: Gesamtzeit, in der das Vorheizsystem eingeschaltet ist. Die Zeit wird in Stunden angezeigt.
- Beutelzähler: Gesamtzahl der Beutel, die sowohl den Eingangs- als auch den Ausgangssensor passiert haben.
- Aktives Element der Schweißdüse (HRS): Gesamtzeit, in der die Schweißdüse seit dem letzten Zurücksetzen eingeschaltet ist.
- Hinweis auf das Ende der Lebensdauer: Die angezeigte Zahl gibt an, nach wie vielen Stunden das Heizsystem eingeschaltet ist, bis der Hinweis auf das Ende der Lebensdauer angezeigt wird. Die Meldung kann durch Drücken der Zurück-Taste quittiert werden, wodurch die Meldung für 24 Stunden zurückgesetzt wird. Die Meldung "Ende der Lebensdauer" wird so lange angezeigt, bis sich eine autorisierte Person beim SU-Benutzer anmeldet und sowohl den Schweißdüsen- als auch den Vorwärmdüsen-Stundenzähler zurücksetzt. Die Anzahl der Stunden ist zwischen 0 und 99 Stunden einstellbar. Durch Berühren des Textfelds auf dem Bildschirm wird ein Tastenfeld angezeigt, über das der Benutzer die Anzahl der Stunden ändern kann.
- Aktives Element der Vorheizdüse: Gesamtzeit, die die Schweißdüse seit dem letzten Zurücksetzen eingeschaltet ist.
- Beutelzähler rückstellbar: Gesamtzahl der Säcke, die sowohl die Eingangs- als auch die Ausgangssensoren passiert haben. Durch Drücken der Reset-Taste wird der Wert im Zählwerk auf Null zurückgesetzt.
- Zurück: Durch Drücken der Taste Zurück wird der vorherige Bildschirm angezeigt.
Einstellung der Geschwindigkeiten
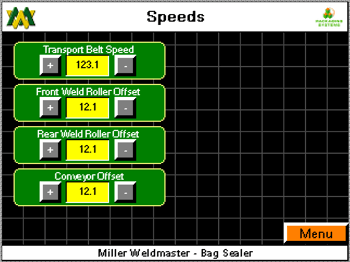
- Transportband (FT/MIN): Die im Textfeld angezeigte Zahl gibt die Geschwindigkeit an, auf die das Transportband eingestellt ist. Die Transportgeschwindigkeit ist die Hauptgeschwindigkeit der Maschine. Die Zahl wird in Fuß pro Minute angegeben. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer die Transportbandgeschwindigkeit ändern kann. Mit dem Pfeil nach oben/unten rechts/links neben dem Textfeld kann die Geschwindigkeit des Transportbandes ebenfalls eingestellt werden. Durch einmaliges Berühren des Pfeils wird die Geschwindigkeit um 0,01 ft/min erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Front Weld Roller (FT/MIN): Die im Textfeld angezeigte Zahl gibt an, auf welche Geschwindigkeit die Front Weld Roller eingestellt ist. Die Geschwindigkeit der vorderen Schweißnahtrolle ist ein Slave der Transportgeschwindigkeit, kann aber verschoben werden. Die Zahl wird in Fuß pro Minute angegeben. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer die Geschwindigkeit der vorderen Schweißrolle ändern kann. Mit dem Aufwärts-/Abwärtspfeil rechts/links neben dem Textfeld kann auch die Geschwindigkeit der hinteren Schweißrolle eingestellt werden. Durch einmaliges Berühren des Pfeils wird die Geschwindigkeit um 0,01 ft/min erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Rear Weld Roller (FT/MIN): Die im Textfeld angezeigte Zahl gibt an, auf welche Geschwindigkeit die Rear Weld Roller eingestellt ist. Die Geschwindigkeit der hinteren Schweißwalze ist der Transportgeschwindigkeit untergeordnet, kann aber verschoben werden. Die Zahl wird in Fuß pro Minute angegeben. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer die Geschwindigkeit der hinteren Schweißrolle ändern kann. Mit dem Aufwärts-/Abwärtspfeil rechts/links neben dem Textfeld kann die Geschwindigkeit der hinteren Schweißwalze ebenfalls eingestellt werden. Durch einmaliges Berühren des Pfeils wird die Geschwindigkeit um 0,01 ft/min erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Schweißdüsentemperatur (F): Die angezeigte Zahl gibt an, bei welcher Temperatur der Temperaturregler die Temperatur halten soll. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer den Sollwert ändern kann. Mit dem Pfeil nach oben/unten rechts/links neben dem Textfeld kann der Sollwert ebenfalls geändert werden. Durch einmaliges Berühren des Pfeils wird die Temperatur um 1'f erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
- Vorheiztemperatur (F): Die angezeigte Zahl gibt an, bei welcher Temperatur der Temperaturregler die Temperatur halten soll. Durch Berühren des Textfeldes auf dem Bildschirm erscheint ein Tastenfeld, über das der Benutzer den Sollwert ändern kann. Mit dem Pfeil nach oben/unten rechts/links vom Textfeld kann der Sollwert ebenfalls geändert werden. Durch einmaliges Berühren des Pfeils wird die Temperatur um 1'f erhöht/verringert. Sobald der gewünschte Sollwert in das Textfeld eingegeben wurde, muss der Benutzer die Aktivierungstaste drücken, um die Änderung an diesen bestimmten Sollwert zu senden.
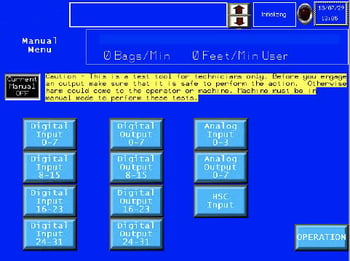
Bildschirm "Manuelles Menü
 |
|
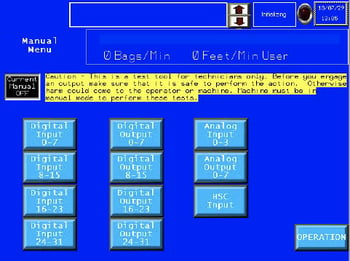 |
Strom Manuell Aus Durch Drücken dieser Taste wird die Maschinenfunktion von manuell ein/aus umgeschaltet. |
 |
Manuelle Eingabe Ansicht 0-7 Das schwarze Feld neben dem Text leuchtet auf, wenn die Eingabe aktiviert ist. Dies ist nur ein sichtbarer Bildschirm. Schauen Sie sich den Schaltplan und den Text auf dem Bildschirm an, um sicherzustellen, dass der gewünschte Eingang ein-/ausgeschaltet wird. |
 |
Manuelle Eingabe Ansicht 8-15 Das schwarze Feld neben dem Text leuchtet auf, wenn die Eingabe aktiviert ist. Dies ist nur ein sichtbarer Bildschirm. Schauen Sie sich den Schaltplan und den Text auf dem Bildschirm an, um sicherzustellen, dass der gewünschte Eingang ein-/ausgeschaltet wird. |
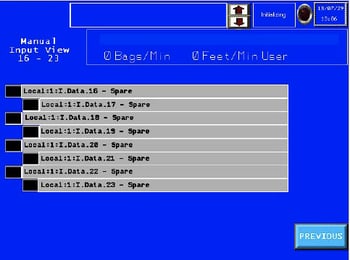 |
Manuelle Eingabe Ansicht 13-23 Das schwarze Feld neben dem Text leuchtet auf, wenn die Eingabe aktiviert ist. Dies ist nur ein sichtbarer Bildschirm. Schauen Sie sich den Schaltplan und den Text auf dem Bildschirm an, um sicherzustellen, dass der gewünschte Eingang ein-/ausgeschaltet wird.
|
 |
Manuelle Eingabe Ansicht 23-31 Das schwarze Feld neben dem Text leuchtet auf, wenn die Eingabe aktiviert ist. Dies ist nur ein sichtbarer Bildschirm. Schauen Sie sich den Schaltplan und den Text auf dem Bildschirm an, um sicherzustellen, dass der gewünschte Eingang ein-/ausgeschaltet wird.
|
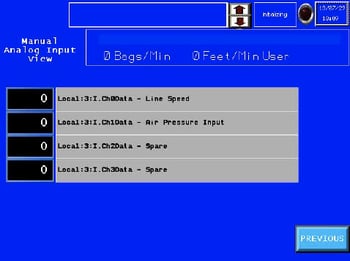 |
Manueller Analogeingang Ansicht Der schwarze Kasten zeigt die technischen Daten an, die am Eingang eingehen. Dies ist nur ein sichtbarer Bildschirm. Schauen Sie sich den Schaltplan und den Text auf dem Bildschirm an, um sicherzustellen, dass der gewünschte Eingang die Daten anzeigt. |
 |
Manual Analog Output Ansicht Der schwarze Kasten zeigt die technischen Daten an, die am Ausgang ankommen. Dies ist nur ein sichtbarer Bildschirm. Beziehen Sie sich auf den elektrischen Schaltplan und den Text auf dem Bildschirm, um sicherzustellen, dass der gewünschte Ausgang die Daten anzeigt. |
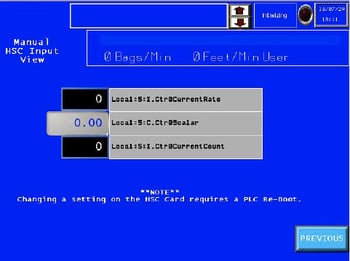 |
Manuelle HSC-Eingabe Ansicht Die angezeigte Zahl ist der technische Zählerstand des Hochgeschwindigkeitszählers. Dies ist nur ein sichtbarer Bildschirm. |
 |
Manuell Ausgang 0-7 Wenn Sie das schwarze Kästchen auf dem Bildschirm neben dem Ausgang berühren, wird der Ausgang ein- bzw. ausgeschaltet. Schauen Sie sich den Schaltplan und den Text auf dem Bildschirm an, um sicherzustellen, dass der gewünschte Ausgang tatsächlich ein- oder ausgeschaltet wird. |
 |
Manuelle Ausgabe 8-15 Wenn Sie das schwarze Kästchen auf dem Bildschirm neben dem Ausgang berühren, wird der Ausgang ein- bzw. ausgeschaltet. Schauen Sie sich den Schaltplan und den Text auf dem Bildschirm an, um sicherzustellen, dass der gewünschte Ausgang tatsächlich ein- oder ausgeschaltet wird.
|
 |
Manuelle Ausgabe 16-23 Wenn Sie das schwarze Kästchen auf dem Bildschirm neben dem Ausgang berühren, wird der Ausgang ein- bzw. ausgeschaltet. Schauen Sie sich den Schaltplan und den Text auf dem Bildschirm an, um sicherzustellen, dass der gewünschte Ausgang tatsächlich ein- oder ausgeschaltet wird. |
 |
Manueller Ausgang 24-31 Wenn Sie das schwarze Kästchen auf dem Bildschirm neben dem Ausgang berühren, wird der Ausgang ein- bzw. ausgeschaltet. Schauen Sie sich den Schaltplan und den Text auf dem Bildschirm an, um sicherzustellen, dass der gewünschte Ausgang tatsächlich ein- oder ausgeschaltet wird.
|
Eigenschaften
- Geeignet für Polywoven-Säcke mit mehreren Größen und verschiedenen Verschlussarten.
- Dank der benutzerfreundlichen HMI können die Bediener die Maschine leicht auf eine Vielzahl von Produkten einstellen.
- Auto-Control Temperaturregler ermöglicht es dem System, die produzierten Produkte genau mit Wärme zu versorgen.
Technische Daten
- Amperezahl = 30 Ampere bei 230 Volt / 30 Ampere bei 480 Volt
- Nennleistung = 9000 W
- Nennspannung = 230v AC, 50/60hz oder 480v AC, 50/60hz
- Maximale Temperatur = 1472°F (800°C)
- Allgemeiner Luftdruck = 100psi (6,9 bar)
- Maschinengeschwindigkeit = 20 ft/min bis 150 ft/min (6 m/min bis 45 m/min)
- Gesamtabmessungen = 116in lang x 54in breit x 68in hoch (2946mm x 1372mm x 1727mm)
- Siegelbreite = 25 mm bis 50 mm (1 Zoll bis 2 Zoll)
- Maximales Rauschen = 75 dbA
- Elektrische Dokumentationsnummer: MWC-0100-1200 (Die Dokumentationsnummer ist die Seriennummer des Geräts. Diese Nummer befindet sich auf dem Serienschild der Maschine).
Technische Daten
Mechanische Sektion
 |
|
 |
Obere/untere Einheit
|
 |
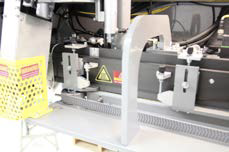
Baugruppe zur Einstellung des Heizsystems
|
 |
Trimmer
|
|
Creaser
|
|
 |
Aufzugssystem
|
|
Leitfaden-System
|
Abschnitt Bedienelemente

Bedienfeld (Reset-Taste, Pause-Taste, Not-Aus)
Bedienfeld: Über den digitalen Touchscreen der HMI (Human Machine Interface) können Sie die Systemsteuerung einstellen.
Reset-Taste: Durch Drücken dieser Taste kann die Maschine beim Einschalten oder nach Betätigung des Notausschalters inBetrieb genommen werden.
Pause-Taste: Wenn Sie die Pausentaste drücken, wird die Maschine kontrolliert angehalten.
Notstopp: Wenn die Notstopptaste (Estop) gedrückt wird, wird das Gerät in einen Notstoppzustand versetzt. Die Heizung wird abgeschaltet, die Motoren werden angehalten und die Düse geht in die Ausgangsposition. Der Not-Aus-Zustand muss aufgehoben werden, die Maschine muss überprüft werden, um festzustellen, ob sie zurückgesetzt werden kann, und dann kann die Reset-Taste gedrückt werden.
Pneumatisches System
Ansaugluftfilter und Wasserabscheider

Filtert Wasser und Schmutz aus der Luft.
Druckmessgerät

Dient zur Anzeige der Druckeinstellung. Das Schweißrollenmanometer dient zum Beispiel zur Anzeige der Druckeinstellung der Schweißrolle.
Luftzylinder / Magnetventile

Luftzylinder: Die Druckluftzylinder der oberen Einheit/Transport werden zum Öffnen und Schließen der Schweißrolle und des Transportbandes verwendet. Der Heizsystemzylinder steuert das Ein- und Ausschwenken des Heizsystems.
Magnetventile: Mehrere Magnetventile werden für den Betrieb von Luftzylindern, Schweißluft und Kühlern verwendet.
![]() Warnung! Der Bediener muss die Maschine von der Stromversorgung trennen, bevor er fortfährt.
Warnung! Der Bediener muss die Maschine von der Stromversorgung trennen, bevor er fortfährt.
- Lösen und entfernen Sie die Schutzabdeckung vom Elementgehäuse.
- Packen Sie die Glasfaserisolierung an der Vorderseite des Elementgehäuses aus. Achten Sie darauf, dass Sie bei der Handhabung der Isolierung keinen Augenkontakt haben.
- Lösen und entfernen Sie die beiden Schrauben an der Halterung, mit der das Elementgehäuse befestigt ist.
- Entfernen Sie die Schraube, mit der das Element im Gehäuse befestigt ist.
- Lösen Sie die 2 oberen Stellschrauben (1 auf jeder Seite) am Element, mit denen die elektrischen Leitungen befestigt sind, und entfernen Sie die Leitungen.
- Das Element senkrecht herausziehen
- Ersetzen Sie das alte Element durch ein neues Element, indem Sie das Verfahren in umgekehrter Reihenfolge durchführen. Achten Sie beim Wiedereinbau des Elements darauf, dass die Passfeder im Schlitz des Elementgehäuses auf das Element ausgerichtet ist
HINWEIS: Die Quarzröhre ist leicht zerbrechlich und kann bereits gebrochen sein, seien Sie sehr vorsichtig.
Wartung
Elektrische Schaltkreise

- Wenn Sie Teile und Komponenten ersetzen, müssen Sie Teile oder Komponenten desselben Typs wie die Originalteile verwenden. Original-Ersatzteile sollten über Miller Weldmaster oder einen autorisierten Händler ( Miller Weldmaster ) bezogen werden.
- Der Schaltschrank muss alle drei Monate gereinigt werden. Zur ordnungsgemäßen Reinigung des Schaltschranks: Trennen Sie die Stromversorgung und blasen Sie mit Druckluft und einer Blaspistole vorsichtig Luft über die elektrischen Komponenten und den Schaltschrank, um den Bereich von Staub und Verunreinigungen zu befreien.
- Um eine Beschädigung der SPS, der Anzeige und des Bedienfelds zu vermeiden, dürfen Sie die Verbindungskabel zwischen SPS, Anzeige und Bedienfeld niemals bei eingeschalteter Stromversorgung einstecken oder ausstecken.
- Sollte ein Fehler auftreten, der nicht behoben werden kann, wenden Sie sich bitte umgehend an den Kundendienst unter Miller Weldmaster.
Direkte Systeme
- Prüfen Sie, ob die Antriebskettenräder und -riemen richtig ausgerichtet und abgenutzt sind und fest auf der Welle sitzen.
- Prüfen Sie, ob die Riemen zu locker sind. Bei Bedarf nachspannen.
- Prüfen Sie, ob die Düse parallel und in der Mitte der Schweißrolle liegt. Ist dies nicht der Fall, muss sie gemäß Abschnitt 3.3.1 eingestellt werden.
- Prüfen Sie, ob die Öffnungs-/Schließbewegung der Schweißrolleneinheit und des Transports reibungslos verläuft.
HINWEIS: Wenn die Maschine nicht ordnungsgemäß gewartet wird, kann sich die Leistung beeinträchtigt werden. Bei Fragen wenden Sie sich bitte an Miller Weldmaster .
Instandhaltung von Riemen und Riemenscheiben

- Der Miller Weldmaster PS400 verfügt über mehrere Riemen und Riemenscheiben, die zum Antrieb von Schweißrollen, Rillmaschine, Trimmer und Transportsystem verwendet werden. Obwohl es sich nicht um einen wartungsintensiven Gegenstand handelt, sollten die Riemen und Riemenscheiben einmal im Monat überprüft werden, um sicherzustellen, dass sie nicht übermäßig staubig oder schmutzig sind. Prüfen Sie auch, ob sie locker sind oder durchhängen. Bei neu installierten Maschinen sollten die Riemen und Riemenscheiben in den ersten zwei Betriebswochen einmal pro Woche überprüft werden.
- Schalten Sie den Stromkreisunterbrecher aus.
- Ziehen Sie das Netzkabel aus der Steckdose. Wenn das Netzkabel fest verdrahtet ist, schalten Sie die Stromversorgung an der Verteilerdose ab.
- Öffnen Sie beide Schranktüren und überprüfen Sie die Riemen und Riemenscheiben. Führen Sie bei Bedarf Wartungsarbeiten an den Riemen und Riemenscheiben durch.
Einstellungen der Maschine





(Abb. 55) (Abb. 56) (Abb. 57) (Abb. 58) (Abb. 59)
Beginnen Sie damit, die Heißluft einzuschalten und die gewünschte Temperatur einzustellen. Stellen Sie die Schweißrollen in die geschlossene Position, indem Sie die Taste "Weld Roller" auf der HMI betätigen.
HINWEIS: Die manuellen Schwenktasten befinden sich auf dem HMI-Bildschirm "Heat Control Weld Nozzle" oder "Heat Control Pre Heat Nozzle".
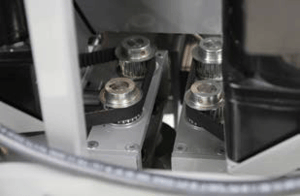
- Linke bis rechte Düsenposition: Prüfen Sie die linke/rechte Düsenposition, indem Sie die Taste "Einschwenken" auf der HMI betätigen. Die Düse sollte auf den Führungsnasen zentriert sein (siehe Abb. 57); ist dies der Fall, fahren Sie mit dem nächsten Ausrichtungsschritt fort. Ist dies nicht der Fall, lösen Sie die Kontermutter der Einstellschraube von links nach rechts (siehe Abb. 55). Dies ermöglicht die Einstellung der Düsenposition von links nach rechts. Durch Drehen der Einstellschraube von links nach rechts (siehe Abb. 55) im Uhrzeigersinn/gegen den Uhrzeigersinn wird die Düsenspitze nach links oder rechts verschoben. Nachdem die Düse auf den Führungsnasen zentriert ist, ziehen Sie die Kontermutter fest.
- Überprüfen Sie die Position der Düse nach oben und unten, indem Sie die Taste "Nach oben schwenken" auf der HMI betätigen. Die Düsenspitze sollte 1/16" bis 1/8" unterhalb der Oberkante der Führungsnasen positioniert sein (siehe Abb. 58), wenn dies der Fall ist, fahren Sie mit dem nächsten Ausrichtungsschritt fort. Ist dies nicht der Fall, suchen Sie den Höheneinstellknopf und lösen Sie die Kontermutter (siehe Abb. 56). Dadurch können Sie die Höhe der Düsenposition einstellen und die Düsenspitze nach oben oder unten bewegen. Wenn die Düse 1/16" bis 1/8" unter der Oberseite der Führungsnasen liegt, ziehen Sie die Kontermutter fest.
- Die Düse sollte etwa 1/16 - 1/8 Zoll vom Quetschpunkt der Schweißrollen entfernt sein und einen minimalen Spalt zwischen der Vorheizdüse und den Nasenstücken aufweisen (siehe Abb. 58). Prüfen Sie die Position der Tiefendüse, indem Sie die Tasten "Swing In" und "Swing Up" auf der HMI betätigen. Wenn die Düse ausgerichtet ist, führen Sie eine Testschweißung durch. Wenn die Düsentiefe nicht ausgerichtet ist, suchen Sie die Schlitze für die Tiefeneinstellung und lösen Sie die Schrauben (siehe Abb. 59). Nach dem Lösen der Schrauben kann das gesamte Heizsystem vorwärts oder rückwärts bewegt werden, um die Düse richtig auszurichten. Wenn die Düse ausgerichtet ist, führen Sie eine Testschweißung durch.
HINWEIS: Die Düsenspitze bewegt sich nach oben/unten oder rechts/links, wenn die Hitze verändert wird. Nach einem Hitzewechsel von mehr als 200 Grad muss die Position der Düsenspitze überprüft werden.
WARNUNG! Wenn die Düsen die gewünschte Temperatur erreicht haben und die Düsen manuell in die Schweißposition gebracht werden, kommt es zu Schäden an den Schweißrollen!
Einstellen der Höhe der Maschine


(Abb. 60) (Abb. 61)
- Die Höhe der Maschine wird mit der Handkurbel eingestellt
- Durch Umlegen des Ratschenwahlschalters kann der Benutzer die Höhe nach oben/unten einstellen. (siehe Abb. 60)
WARNUNG! Versuchen Sie nicht, die Höhe der Maschine über die Höchstgrenze hinaus einzustellen. Neben der Höhenverstellungskurbel befindet sich eine Höhenskala. Am oberen Ende der Skala befindet sich ein roter Bereich. Stellen Sie die Höhe der Maschine nicht innerhalb des roten Bereichs ein. Es kann zu Schäden an der Maschine oder zu Verletzungen des Benutzers kommen, wenn die Maschine über die maximale Höhe hinaus eingestellt wird! - Nachdem die Maschine auf die gewünschte Arbeitshöhe eingestellt wurde, müssen die beiden unteren Endklemmringe eingestellt werden, um den Abwärtshub des Hubsystems zu begrenzen. (Abb. 61)
- In der Nähe der Klemmringe, die zur Begrenzung des Abwärtshubs des Liftersystems verwendet werden, findet der Benutzer ein rotes Erinnerungsschild. (Abb. 61)
Transport und Lagerung
WARNUNG! Es wird empfohlen, einen Gabelstapler zu verwenden, wenn eine verpackte Maschine von einer Palette bewegt oder entfernt wird. Es wird empfohlen, einen Gabelstapler zu verwenden, wenn die Maschine durch das Werk bewegt wird. Es ist sehr wichtig, dass die Höheneinstellung der Maschine auf den niedrigsten Punkt gebracht wird, bevor die Maschine überhaupt bewegt wird!
HINWEIS: Der Hersteller haftet nicht für Schäden oder Verletzungen, die durch eine unsachgemäße Verwendung dieses Geräts entstehen.
Technische Anforderungen
- Der Gesamtluftdruck sollte mindestens 6,9 bar (100 psi) und 10,3 bar (150 psi) betragen.
- Der Druck der Schweißrollen sollte zwischen 2,8 bar und 3,4 bar (40 psi und 50 psi) liegen.
- Das Öffnen und Schließen von Schweißrollen und Transportbändern muss reibungslos und frei von offensichtlichen Vibrationen erfolgen.
- Wenn die oberen/unteren Schweißrollen richtig ausgerichtet sind, sollten die Kanten der beiden Rollen parallel und fluchtend sein.
- Schwingen des Heizsystems: Das Ein- und Ausschwingen des Heizsystems sollte sanft und natürlich bei mäßiger Geschwindigkeit erfolgen.
- Luftleitungen und Luftanschlüsse sollten frei von Leckagen sein.
- Alle zu wartenden Lager und Lagerböcke sollten einmal im Monat überprüft und bei Bedarf geschmiert werden. Bei einem 24-Stunden-Betrieb an 5 bis 7 Tagen pro Woche kann einmal pro Monat eine kleine Menge Schmierfett erforderlich sein.
- Die Position der Düsen muss zu Beginn jeder Schicht und nach jedem Sackstau in der Nähe der Düsen überprüft werden.
HINWEIS
Veränderungen von Faktoren wie Materialstärke, Qualifikation des Bedienpersonals und unterschiedliche Umgebungs- und Witterungsbedingungen können sich direkt auf das Produkt auswirken. Der Bediener sollte in der Lage sein, insbesondere die folgenden einstellbaren Faktoren zu verstehen:
- Heizung Temperatur
- Luftdruck
- Der Druck der oberen Schweißnahtrolle
- Luftmenge
- Platzierung der Heizungsanlage
14.0 Zusätzliche Maschinendokumente