Diese Bedienungsanleitung ist als Leitfaden für den Betrieb des Boxmat PRO INTELIGO gedacht. Um eine optimale Leistung Ihres Schweißgeräts zu gewährleisten, befolgen Sie bitte genau die Empfehlungen und Spezifikationen.
Inhaltsübersicht
- Kapitel 1: Einleitung
- Kapitel 2: Gesundheits- und Sicherheitsvorschriften
- Kapitel 3: Technische Daten
- Kapitel 4: Technische Spezifikationen
- Kapitel 5: Installation
- Kapitel 6: Betrieb der Maschine
- Kapitel 7: Beschreibung des HMI-Panel-Bildschirms
- Kapitel 8: Wartung
- Kapitel 9: Arbeits- und Sicherheitsvorschriften
- Kapitel 10: Elektrische Dokumentation
- Kapitel 11: Pneumatische Dokumentation
- Kapitel 12: Auslastung und Maschine Brechen
- Kapitel 13: Umschließungen
- Kapitel 14: Zusätzliche Maschinendokumente
Für weitere technische Informationen zu diesem Gerät rufen Sie unser Resolution Center unter 1-855-888-WELD an oder senden Sie eine E-Mail an service@weldmaster.com.
1.0 Einleitung
Boxmat PRO ist die modernste und vielseitigste Maschine auf dem Markt und revolutioniert die Produktion von Wellpappverpackungen. Dank der automatischen und werkzeuglosen Änderung der Einstellungen auf dem HMI-Touchpanel, die innerhalb weniger Sekunden geändert werden können, kann jede Produktgröße in Standard-FEFCO-Typen programmiert werden. Die PRO eignet sich sowohl für die Produktion von Kleinserien als auch für die Großserienproduktion. Das Schlitzen, das Entfernen von überschüssigem Material, das Rillen, das Entfernen von Klebezungen sowie das Zuschneiden des Formats erfolgt in einem Arbeitsgang, ohne dass zusätzliches Zubehör erforderlich ist.
In einem Durchgang können Schachteln aus 3/5 Lagen Wellpappe hergestellt werden. Aus einem entsprechend großen Format können in einem einzigen Arbeitsgang mehr als eine Schachtel hergestellt werden.
Die Positionen der Längswerkzeuge werden mit Hilfe von Servoantrieben in Abhängigkeit von der gewünschten Größe und Dicke des Kartons eingestellt. Die Formate werden mittig positioniert, um die Stoßfänger automatisch zu positionieren. Ein Satz rutschfester Rollen und Ein- und Ausgabewellen sorgt für eine präzise und stabile Führung der Kartons während des gesamten Zyklus.
Das innovative System, das mit Kreismessern arbeitet, ermöglicht es, überschüssigen Karton vom Rest des Bogens abzutrennen. Diese Lösung erleichtert die bi-directional Korrektur der Bogengröße und ermöglicht es, die in der Produktion befindlichen Bögen gleichzeitig auf verschiedene Größen zuzuschneiden, ohne dass sie auf einem separaten Peripheriegerät geschnitten werden müssen.
FEATURES:
- Ausklinken, bi-directional Ritzen und Abschneiden von Abfall in einem Zyklus
- Ein integriertes Modul für Schneiden, Ritzen und Abschneiden , eliminiert Produktionsfehler in Multimodul-Maschinen
- Schnelle Änderung von Maschine Einstellungen, auf dem Touch Panel, dank zu Servoantrieben
- Möglichkeit von Längsrillen , die eine Ritzfunktion ist, Querrillen und Schneiden von Blättern in kleinere Stücke - ein Spaltwerkzeug
- 4 messer + 4 längs ritzen räder verstellbar auf die platte - a standard option
- Ein integriertes Stanzsystem zum Schneiden von Löchern
- Ökologischer Strom und Antrieb System als sowie als niedriger Strom Verbrauch
- Auswahl von Stilen, Größen, Funktionen und der Tiefen von der Partituren, mit dem Touchscreen
- Kartonanleger mit einem zuverlässigen Aufnahmesystem
- Schwingungsdämpfende Beine verhindern Übertragung von Schwingungen
- Sichere und schnelle Remote Maschine Kalibrierung und Aktualisierung, dank zu Remote Internet Verbindung
- Einfacher Austausch von Ritzrädern und Schneidemessern
![]() ACHTUNG! Jede Absicht von mit diese Maschine für jede anderer Zweck als als beschrieben in diese Handbuch muss immer sein mit dem Hersteller besprochen werden.
ACHTUNG! Jede Absicht von mit diese Maschine für jede anderer Zweck als als beschrieben in diese Handbuch muss immer sein mit dem Hersteller besprochen werden.
![]() ACHTUNG! Für die Sicherheit von alle Betreiber und andere Personal, es ist wichtig dass diese Handbuch ist lesen und verstanden von das gesamte Personal; alle Anweisungen sollte sein gefolgt.
ACHTUNG! Für die Sicherheit von alle Betreiber und andere Personal, es ist wichtig dass diese Handbuch ist lesen und verstanden von das gesamte Personal; alle Anweisungen sollte sein gefolgt.
![]() ACHTUNG! Es ist sehr empfohlen dass jede Betreiber, einmal ausgebildet zu verwenden. diese Maschine, sollte anhängen. ihre Name und Unterschrift an den Formular in dieses Handbuch.
ACHTUNG! Es ist sehr empfohlen dass jede Betreiber, einmal ausgebildet zu verwenden. diese Maschine, sollte anhängen. ihre Name und Unterschrift an den Formular in dieses Handbuch.
![]() ACHTUNG! Diese Maschine war entworfen für verwenden. von körperlich leistungsfähig Betreiber. Bitte Kontakt die Hersteller für Hilfe und Beratung wenn es nötig ist zu sein für andere angepasst oder geändert werden.
ACHTUNG! Diese Maschine war entworfen für verwenden. von körperlich leistungsfähig Betreiber. Bitte Kontakt die Hersteller für Hilfe und Beratung wenn es nötig ist zu sein für andere angepasst oder geändert werden.
2.0 Gesundheits- und Sicherheitsvorschriften, Schilder und Etiketten
Die Gesundheit und Sicherheit der Bediener und anderer Personen in der Nähe dieser Maschine ist von größter Bedeutung.
Um diese Maschine sicher verwenden zu können, ist es sehr wichtig, dass dieses Handbuch von allen Personen, die mit der Maschine oder in ihrer Nähe arbeiten wollen, sorgfältig gelesen wird. Alle Sicherheitshinweise müssen beachtet werden, einschließlich der Warnschilder im Handbuch und derjenigen, die an der Maschine angebracht sind.
Es ist zwingend erforderlich, dass der Käufer verpflichtet ist, seine eigenen ARBEITSPLATZANLEITUNGEN für seine Maschinenbediener zu erarbeiten, wobei er die Anweisungen in diesem Servicehandbuch und die aus der eigenen Erfahrung des Herstellers mit der Technologie des Produkts abgeleiteten Kenntnisse verwendet.
Die letztendliche, rechtliche und finanzielle Verantwortung für alle potenziellen Ereignisse, die durch Unkenntnis dieses Servicehandbuchs oder durch Unkenntnis der Arbeitsschutzvorschriften entstehen können, liegt beim Käufer. Es ist daher UNBEDINGT erforderlich, die Sicherheitshinweise zu lesen und zu befolgen.
Warnschilder
![]() ACHTUNG! Jeder Betreiber MUSS lesen den Text von dieser Service Handbuchs vor der Durchführung jede Arbeiten mit der Maschine.
ACHTUNG! Jeder Betreiber MUSS lesen den Text von dieser Service Handbuchs vor der Durchführung jede Arbeiten mit der Maschine.
![]() ACHTUNG! Die Käufer ist dringend empfohlen zu zeichnen ihre eigene WORKSTATION ANLEITUNGEN für die Maschinenführer, auf die Basis von die Text inklusive in diese Wartungshandbuch und die Wissen abgeleitet von ihre eigene Produktionstechnologie.
ACHTUNG! Die Käufer ist dringend empfohlen zu zeichnen ihre eigene WORKSTATION ANLEITUNGEN für die Maschinenführer, auf die Basis von die Text inklusive in diese Wartungshandbuch und die Wissen abgeleitet von ihre eigene Produktionstechnologie.
 ACHTUNG! UNTER NO UMSTÄNDE sollte die Maschine sein betrieben von unqualifiziert Personal. Maschinenführer muss sein vertraut mit Berufliche Tätigkeit Gesundheit und Sicherheit Vorschriften mit Spezial Fokus auf die Risiken inhärent diese Maschine. Als a Folge von die die vorgenannten Unterlagen, Genehmigung Fertigstellung von Ausbildung und unterzeichnet von die geschult Betreiber, sollte sein ausgestellt.
ACHTUNG! UNTER NO UMSTÄNDE sollte die Maschine sein betrieben von unqualifiziert Personal. Maschinenführer muss sein vertraut mit Berufliche Tätigkeit Gesundheit und Sicherheit Vorschriften mit Spezial Fokus auf die Risiken inhärent diese Maschine. Als a Folge von die die vorgenannten Unterlagen, Genehmigung Fertigstellung von Ausbildung und unterzeichnet von die geschult Betreiber, sollte sein ausgestellt.
![]() ACHTUNG! Die Maschine war nicht entworfen zu sein betrieben von Behinderten Betreiber. Wenn die brauchen ergibt sich - und nach vorherige Konsultation mit die Hersteller- die Maschine kann für Behinderte angemessen angepasst werden Betreiber.
ACHTUNG! Die Maschine war nicht entworfen zu sein betrieben von Behinderten Betreiber. Wenn die brauchen ergibt sich - und nach vorherige Konsultation mit die Hersteller- die Maschine kann für Behinderte angemessen angepasst werden Betreiber.
![]() ACHTUNG! Nach zu die Herstellerangabe Empfehlungendie Maschine sollte sein installiert in eine Industrie Umwelt nur.
ACHTUNG! Nach zu die Herstellerangabe Empfehlungendie Maschine sollte sein installiert in eine Industrie Umwelt nur.
![]() ACHTUNG! Achtlos Umgang mit von die Maschine, während transportieren und/oder Verlegung, Mai führen zu schweren Verletzung oder Unfälle.
ACHTUNG! Achtlos Umgang mit von die Maschine, während transportieren und/oder Verlegung, Mai führen zu schweren Verletzung oder Unfälle.
![]() ACHTUNG! Zeitschrift, angemessen Vorbeugende Inspektion von das Feuer Schutz System sollte sein getragen aus, in und um die Maschine. Die Käufer ist vollständig verantwortlich für Arrangieren zu führen solche Inspektionen.
ACHTUNG! Zeitschrift, angemessen Vorbeugende Inspektion von das Feuer Schutz System sollte sein getragen aus, in und um die Maschine. Die Käufer ist vollständig verantwortlich für Arrangieren zu führen solche Inspektionen.
![]() ACHTUNG! A Leben bedrohlich, hohe Leistung Netz Spannung von 3 x 480V; 50...60 Hz ist geliefert an die Maschine. Unter a Ergebnis, alle Wartungsarbeiten sollte sein. durchgeführt werden. von angemessenen qualifizierten nur von entsprechend qualifiziertem Personal durchgeführt werden, wie gesetzlich vorgeschrieben Gesetz.
ACHTUNG! A Leben bedrohlich, hohe Leistung Netz Spannung von 3 x 480V; 50...60 Hz ist geliefert an die Maschine. Unter a Ergebnis, alle Wartungsarbeiten sollte sein. durchgeführt werden. von angemessenen qualifizierten nur von entsprechend qualifiziertem Personal durchgeführt werden, wie gesetzlich vorgeschrieben Gesetz.
 ACHTUNG! Arbeit getragen aus in die Fütterung, Schneiden oder Biegen Zonen innerhalb die Systeme, sollte durchgeführt werden von qualifiziertem Personal nur, nach unter alle Vorsichtsmaßnahmen Maßnahmen. Unter die die oben genannten Gebiete, höher Instanzen von potenziell Körper Verletzung sind möglich.
ACHTUNG! Arbeit getragen aus in die Fütterung, Schneiden oder Biegen Zonen innerhalb die Systeme, sollte durchgeführt werden von qualifiziertem Personal nur, nach unter alle Vorsichtsmaßnahmen Maßnahmen. Unter die die oben genannten Gebiete, höher Instanzen von potenziell Körper Verletzung sind möglich.
 ACHTUNG! Die NOTFALL STOPP Taste ist entworfen zu sein gedrückt. unter jede Zeit sondern insbesondere wenn eine Notfall Abschaltung ist dringend benötigt.
ACHTUNG! Die NOTFALL STOPP Taste ist entworfen zu sein gedrückt. unter jede Zeit sondern insbesondere wenn eine Notfall Abschaltung ist dringend benötigt.
![]() ACHTUNG! Die Bereich Umgebung die Maschine sollte nicht gesperrt werden von jede Objekte, als diese Mai Ergebnis in Personal stolpern, Rutschen und Fallen, was zu führen zu schweren Verletzung.
ACHTUNG! Die Bereich Umgebung die Maschine sollte nicht gesperrt werden von jede Objekte, als diese Mai Ergebnis in Personal stolpern, Rutschen und Fallen, was zu führen zu schweren Verletzung.
![]() ACHTUNG! Die Betreiber sollte immer sicherstellen dass alle Türen, Klappen, Schilde und andere Schutzvorrichtungen sind sicher an Ort und Stelle vor die Maschine ist begonnen.
ACHTUNG! Die Betreiber sollte immer sicherstellen dass alle Türen, Klappen, Schilde und andere Schutzvorrichtungen sind sicher an Ort und Stelle vor die Maschine ist begonnen.
![]() ACHTUNG: Ein Betreiber muss niemals klettern auf die Maschine wenn sie in Betrieb ist.
ACHTUNG: Ein Betreiber muss niemals klettern auf die Maschine wenn sie in Betrieb ist.
![]() ACHTUNG: Die Durchgangsroute der geriffelt Der Vorstand darf NIEMALS sein gesperrt von Personal oder von jede Hindernis.
ACHTUNG: Die Durchgangsroute der geriffelt Der Vorstand darf NIEMALS sein gesperrt von Personal oder von jede Hindernis.
Verbots- und Gebotsschilder
 UNTER NO UMSTÄNDE sollte die Maschine sein betrieben von unausgebildet Personal. Die der Maschine Betreiber muss vertraut sein mit Berufliche Tätigkeit Gesundheit und Sicherheit Vorschriften mit speziellen den Schwerpunkt auf die Risiken inhärent in diesem Maschine.
UNTER NO UMSTÄNDE sollte die Maschine sein betrieben von unausgebildet Personal. Die der Maschine Betreiber muss vertraut sein mit Berufliche Tätigkeit Gesundheit und Sicherheit Vorschriften mit speziellen den Schwerpunkt auf die Risiken inhärent in diesem Maschine.
 ACHTUNG! UNTER NO UMSTÄNDE sollte die Maschine sein betrieben von unqualifiziert Personal. Maschinenführer muss sein vertraut mit Berufliche Tätigkeit Gesundheit und Sicherheitsvorschriften.
ACHTUNG! UNTER NO UMSTÄNDE sollte die Maschine sein betrieben von unqualifiziert Personal. Maschinenführer muss sein vertraut mit Berufliche Tätigkeit Gesundheit und Sicherheitsvorschriften.
 UNTER NO UMSTÄNDE sollte die Maschine montiert werden, demontiert oder transportiert von unausgebildet Personal, noch von die Unbekanntes mit die Sicherheitsvorschriften inklusive in diese Dienstleistung Handbuch, seit wie Aktivitäten Mai Blei zu eine Unfall oder zu finanzieller Verlust.
UNTER NO UMSTÄNDE sollte die Maschine montiert werden, demontiert oder transportiert von unausgebildet Personal, noch von die Unbekanntes mit die Sicherheitsvorschriften inklusive in diese Dienstleistung Handbuch, seit wie Aktivitäten Mai Blei zu eine Unfall oder zu finanzieller Verlust.
 UNTER NO UMSTÄNDE sollte Instandhaltung oder Wartung sein durchgeführt, oder Vorbeugende Maßnahmen sein genommen, ohne vollständig Trennen vom Stromnetz Versorgung.
UNTER NO UMSTÄNDE sollte Instandhaltung oder Wartung sein durchgeführt, oder Vorbeugende Maßnahmen sein genommen, ohne vollständig Trennen vom Stromnetz Versorgung.
 UNTER NO UMSTÄNDE sollte jede von die Unter Versammlungen, wie als die Leitfaden Walzen, die Schneiden oder Punktevergabe Werkzeuge, sein berührt.
UNTER NO UMSTÄNDE sollte jede von die Unter Versammlungen, wie als die Leitfaden Walzen, die Schneiden oder Punktevergabe Werkzeuge, sein berührt.
UNTER NO UMSTÄNDE sollte jede Maßnahmen sein unternommen die könnte Blei zu a Reduzierung in die der Maschine Sicherheit Status; diese umfasst solche Maßnahmen als Sperrung Meister Schalter, Entfernen von Schutzvorrichtungen oder das Abklemmen von Sensoren, usw.
UNTER NEIN UMSTÄNDE sollte eine Betreiber klettern auf die Maschine während der Ladevorgang oder während seiner regulären Arbeit Zyklus.
 UNTER NO UMSTÄNDE sollte jeder mögliche Feuer, in der Nähe von der Maschine, werden zu löschen mit Wasser. Verwenden Sie nur lizenziert, anspruchsvoll, Brandbekämpfung Mittel und Brandbekämpfung schutz Produkte.
UNTER NO UMSTÄNDE sollte jeder mögliche Feuer, in der Nähe von der Maschine, werden zu löschen mit Wasser. Verwenden Sie nur lizenziert, anspruchsvoll, Brandbekämpfung Mittel und Brandbekämpfung schutz Produkte.
 UNTER Unter KEINEN UMSTÄNDEN dürfen die Schutzvorrichtungen während des Arbeitszyklus der Maschine entfernt werden.
UNTER Unter KEINEN UMSTÄNDEN dürfen die Schutzvorrichtungen während des Arbeitszyklus der Maschine entfernt werden.
 UNTER NO UMSTÄNDE sollte die Maschine sein gesprüht mit Wasser während seine regelmäßige Arbeit Zyklus oder wenn es sich müßig.
UNTER NO UMSTÄNDE sollte die Maschine sein gesprüht mit Wasser während seine regelmäßige Arbeit Zyklus oder wenn es sich müßig.
 UNTER NO UMSTÄNDE sollte jede Wartung Aufgaben sein durchgeführt während die Maschine ist in Betrieb.
UNTER NO UMSTÄNDE sollte jede Wartung Aufgaben sein durchgeführt während die Maschine ist in Betrieb.
 UNTER NO UMSTÄNDE sollte jede Öl, Lösungsmittel oder jede andere Ätzend oder giftig Stoffe sein gegossen aus, entweder in oder in der Nähe die Maschine.
UNTER NO UMSTÄNDE sollte jede Öl, Lösungsmittel oder jede andere Ätzend oder giftig Stoffe sein gegossen aus, entweder in oder in der Nähe die Maschine.
 UNTER NO UMSTÄNDE sollte mobil Telefone sein verwendet in der sofort in der Nähe der Maschine.
UNTER NO UMSTÄNDE sollte mobil Telefone sein verwendet in der sofort in der Nähe der Maschine.
 UNTER NO UMSTÄNDE sollte jede nackt Flamme sein verwendet in der sofort in der Nähe der Maschine.
UNTER NO UMSTÄNDE sollte jede nackt Flamme sein verwendet in der sofort in der Nähe der Maschine.
 UNTER NO UMSTÄNDE sollte Zigaretten sein geräuchert in der unmittelbaren Umgebung der Maschine.
UNTER NO UMSTÄNDE sollte Zigaretten sein geräuchert in der unmittelbaren Umgebung der Maschine.
 UNTER NO UMSTÄNDE sollte Alkohol werden. getrunken werden. in der unmittelbaren Umgebung von der Maschine, noch sollte Personal, unter dem Einfluss von Alkohol stehen, die Maschine Maschine bedienen.
UNTER NO UMSTÄNDE sollte Alkohol werden. getrunken werden. in der unmittelbaren Umgebung von der Maschine, noch sollte Personal, unter dem Einfluss von Alkohol stehen, die Maschine Maschine bedienen.
 UNTER NO UMSTÄNDE sollte Personal essen in die unmittelbare Umgebung von die Maschine.
UNTER NO UMSTÄNDE sollte Personal essen in die unmittelbare Umgebung von die Maschine.
 IT IST STARK EMPFOHLEN dass jede Person, zugewiesen auf betreiben der Maschine, sein vollständig geschult sein. Die Website Umfang von Ausbildung sollte abdecken. Betrieb von der Maschine, wie sowie sowie Berufliche Gesundheit und Sicherheit Vorschriften, mit besonderem Schwerpunkt auf die Risiken inhärent in der Maschine.
IT IST STARK EMPFOHLEN dass jede Person, zugewiesen auf betreiben der Maschine, sein vollständig geschult sein. Die Website Umfang von Ausbildung sollte abdecken. Betrieb von der Maschine, wie sowie sowie Berufliche Gesundheit und Sicherheit Vorschriften, mit besonderem Schwerpunkt auf die Risiken inhärent in der Maschine.
 IT IST HÖCHSTENS EMPFOHLEN dass ALLE Abdeckungen und Schutzvorrichtungen, entworfen die für die Maschine bestimmt sind, werden verwendet werden.
IT IST HÖCHSTENS EMPFOHLEN dass ALLE Abdeckungen und Schutzvorrichtungen, entworfen die für die Maschine bestimmt sind, werden verwendet werden.
 IT IS ESSENTIAL dass in die Veranstaltung von jede Unfall mit den Betreiber, oder jede Maschine Versagen, beide sollte sein berichtet an die Geschäftsführung unverzüglich.
IT IS ESSENTIAL dass in die Veranstaltung von jede Unfall mit den Betreiber, oder jede Maschine Versagen, beide sollte sein berichtet an die Geschäftsführung unverzüglich.
 IT IS ESSENTIAL zu tragen sicher, eng anliegend, Berufsbekleidung zu reduzieren die Möglichkeit von unter gefangen oder gezogen in die Maschine.
IT IS ESSENTIAL zu tragen sicher, eng anliegend, Berufsbekleidung zu reduzieren die Möglichkeit von unter gefangen oder gezogen in die Maschine.
 IT IS ESSENTIAL zu tragen Schutz Handschuhe während Betrieb die Maschine.
IT IS ESSENTIAL zu tragen Schutz Handschuhe während Betrieb die Maschine.
 ES IST Unverzichtbar für tragen rutschfestes Arbeitsschuhwerk.
ES IST Unverzichtbar für tragen rutschfestes Arbeitsschuhwerk.
 Anhörung Schutz muss sein abgenutzt hierin Bereich.
Anhörung Schutz muss sein abgenutzt hierin Bereich.
 IT IS ESSENTIAL dass lang Haare sein gebunden zurück in wie a Weg als zu reduzieren. die Risiko von unter gefangen oder gezogen in die Maschine; Bediener muss tragen entweder geeignet. Haare Abdeckung oder tragen ihre Haare gebunden auf.
IT IS ESSENTIAL dass lang Haare sein gebunden zurück in wie a Weg als zu reduzieren. die Risiko von unter gefangen oder gezogen in die Maschine; Bediener muss tragen entweder geeignet. Haare Abdeckung oder tragen ihre Haare gebunden auf.
 IT IS ESSENTIAL zu behalten. die Boden um die Maschine sauber und frei von jeglicher Papier, Brett oder andere Abfall.
IT IS ESSENTIAL zu behalten. die Boden um die Maschine sauber und frei von jeglicher Papier, Brett oder andere Abfall.
 IT IST ERFORDERLICH dass alle Maschine Bediener sind gut geschultes Personal, kennen sich aus mit Berufliche Gesundheit und Sicherheit Vorschriften; sie sollten auch sein vertraut sein mit alle gefährlichen Situationen wahrscheinlich zu . in der Betrieb von hochentwickelten Maschinen von dieser Komplexität.
IT IST ERFORDERLICH dass alle Maschine Bediener sind gut geschultes Personal, kennen sich aus mit Berufliche Gesundheit und Sicherheit Vorschriften; sie sollten auch sein vertraut sein mit alle gefährlichen Situationen wahrscheinlich zu . in der Betrieb von hochentwickelten Maschinen von dieser Komplexität.
IT IST ESSENTIAL zu verwenden. die Notfall stoppen Schalter Taste, wenn die Betreiber Leben oder Gesundheit ist gefährdet.
IT IST ESSENTIAL auf die Verbindung zu zu trennen der Maschine von der Stromversorgung Stromversorgung wenn Wartungsarbeiten, Wartung oder vorbeugende Aktivitäten sind im Gange.
 Während Verpacken, Auspacken und Transport, besondere Maßnahmen sollten werden ergriffen werden, unter um unter zu verhindern die Maschine umzukippen.
Während Verpacken, Auspacken und Transport, besondere Maßnahmen sollten werden ergriffen werden, unter um unter zu verhindern die Maschine umzukippen.
|
Typ |
Boxmatte PRO INTELIGO |
|
Material |
einzeln, doppelt auf 1/4", bis zu 1050 g/m2 |
|
Stromversorgung |
3 x 230 VAC; 50/60 Hz |
|
Steuerung Spannung |
24 VDC |
|
Installiert Strom |
5,5 kW |
|
Arbeitsdruck im pneumatischen System |
0,6 - 0,8 MPa |
|
Filtrationsgenauigkeit [(FR [Filter-Reduzierer] system) |
20 μм |
|
Geforderte Klasse des Arbeitsmediums Aktivität in Pneumatiksystem |
4-4-4 gemäß den Normen bis ISO8573-1 |
|
Wirkungsgrad |
bis bis 600 Blätter pro Stunde |
|
Stile des Kartons |
40 voreingestellt FEFCO Stile + freier Stil |
|
Rezept Speicher |
1000 Artikel für FEFCO + 1000 Artikel für freestyle |
|
Maximale Größe der Karte |
94" Breite x 300" Länge (einzelnes Blatt ) |
|
Mindestgröße der Tafel |
10" Breite x 25 ½" Länge |
|
Abstand zwischen den Schlitzmessern |
2 ¾" - 78 ¾" (mit 8" Messern) |
|
Breite von Schlitz |
5/16" |
|
Mindestgröße des Panels |
¾" |
|
Kleber klappe |
Option zu wählen die Länge von die Klappe |
|
Abmessungen der Maschine |
134" x 63" x 63" (L x W x H) |
|
Gewicht |
2800 kg (6200 lbs) |
4.0 Technische Daten
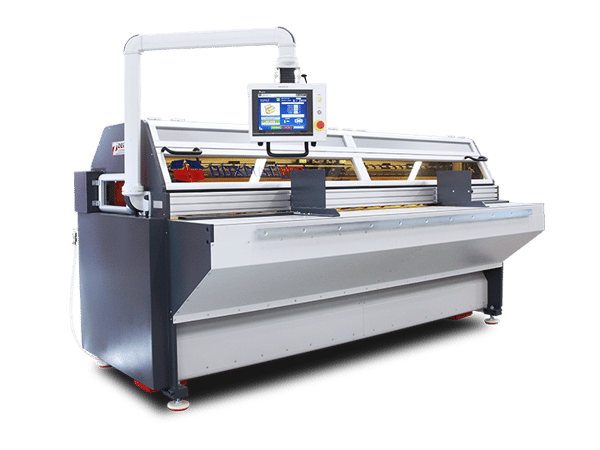
- Die Boxmat Pro Maschine besteht aus dem Hauptgehäuse , das alle elektrischen und mechanischen Komponenten enthält, und beweglichen Arbeitstisch . Der Hauptkörper basiert auf einem Metallrahmen , der das angemessene Niveau der Stabilität sicherstellt. Der Arbeitstisch ist entworfen , um die Bediener das gewellte Material durch die Maschine zu führen.
- Die gewellten Zuschnitte werden durch die Maschine von einer Reihe von Rollen und Rädern von Servo-Antrieben angetrieben. In ähnlicher Weise wird der Schlitzbalken von einem Servo Antrieb angetrieben.
- Hinter dem Schlitz-/Rillbalken verbirgt sich das innovative System von rotierenden Werkzeugen , die es dem Bediener ermöglichen, überschüssige Platte abzuschneiden und sie ohne Schnitte oder Rillen auszuwerfen, so dass sie zu wieder Dies ermöglicht es auch übergroßen Zuschnitten auf Größe zuzuschneiden, während sie die Maschine durchlaufen, anstatt auf einer anderen, separaten Maschine beschnitten werden zu müssen.
- Es ermöglicht auch die Produktion von zwei Schachteln auf eine Zeit (mit Multi-Produktions-Option), wenn Schachtel Größe und Bogen Größe geeignet sind, indem ein zentrales Messer angebracht wird.
- Die Schlitze werden durch ein System von Klingen ausgestanzt, die am Ritzbalken befestigt sind.
- Die Schlitzschaufeln werden automatisch in die richtigen Positionen durch Asynchronmotoren angetrieben durch den Umrichter und Encoder, sobald die Abmessungen in den Touchscreen eingegeben.
- Die linke Hand Führung wird automatisch positioniert und, sobald ein Kartonzuschnitt gegen positioniert ist, kann die rechte Hand Führung nach oben es geschoben werden, um den Zuschnitt durch die Maschine passieren zu lassen
- Die Maschine ist mit einem vollständigen Satz von Abdeckungen und Schutzvorrichtungen ausgestattet, um Bediener vor den beweglichen Klingen und Messern zu schützen. Um alle europäischen Sicherheitsvorschriften einzuhalten, wird die Maschine nicht arbeiten wenn diese nicht alle an Stelle sind und eine entsprechende Fehlermeldung wird auf dem Bildschirm angezeigt.
Der Hersteller stellt sicher, dass die Maschine entsprechend verpackt transportiert wird. Die Art und der Verpackung sind an die Entfernung und das Transportmittel angepasst, sowie unter Berücksichtigung der potentiellen Risiken mit dem Transportmittel verwendet werden. Der Hersteller empfiehlt Empfängern , die Transportmittel des Herstellers und Servicepersonal zu verwenden.
Die Lagerung von einer unbenutzten Maschine stellt keine anderen Anforderungen als eine geeignete Lagerungsumgebung . Die Lagerung muss ausreichenden Schutz gegen Witterungseinflüsse bieten und trocken sein, mit einer akzeptablen Luftfeuchtigkeit unter 70%. Die Lagertemperatur sollte zwischen 5 ºC und 40 ºC liegen.
Ein angemessener Korrosionsschutz sollte sichergestellt werden, insbesondere für Metallteile , die aus technischen Gründen nicht lackiert oder gegen Korrosion geschützt sind.
Wenn die Maschine in einer Kiste und/oder abgedeckt mit Folie geliefert wird, die eine korrosionsschützende Atmosphäre schafft, sollte die Maschine in der gleichen, während der gesamten Lagerzeit bleiben.
Um gegen Feuchtigkeit zu schützen, wird empfohlen, die Maschine nicht auf dem Boden des Lagers zu lagern, sondern auf Paletten, um sie angehoben vom Boden zu halten.
Diese Schachtelhersteller sollte sein. gelagert werden vertikal in a trocken und gut belüfteten Raum. Die Maschine ist empfindlich auf Vibrationen, Stöße, heftige Erschütterungen und lang anhaltende Kippungen. Auch wenn es ist fallen gelassen von einer relativ unbedeutenden Höhe diese kann führen zu seine dauerhaft und irreversiblen Schäden.
Die oben genannten Bestimmungen sind dazu bestimmt, alle Personen und Dienste, die Kontakt mit diesem Gerät haben, seiner hohen Empfindlichkeit gegenüber allen einwirkenden Reizen und, gleichzeitig bewusst zu machen auch dass keine Ansprüche, entstehen aus solche dauerhaft Schäden, wie wie oben beschrieben,wird als eine gültige Beschwerdebetrachtet.
Für weitere Ratschläge oder Informationen, wenden Sie sich bitte die Servicetechniker des Herstellers .
Transport
 UNTER NO UMSTÄNDE sollte die Maschine montiert werden, demontiert oder transportiert in jede Weg durch unqualifizierte Personal oder die Unbekanntes mit die Sicherheit und Pflege Informationen inklusive in diese Handbuch. Störung zu entsprechen mit diese grundlegend Regel Mai Blei auf zufällige Schaden oder Verletzung nicht überdacht von die Garantie oder Haftung des Herstellers.
UNTER NO UMSTÄNDE sollte die Maschine montiert werden, demontiert oder transportiert in jede Weg durch unqualifizierte Personal oder die Unbekanntes mit die Sicherheit und Pflege Informationen inklusive in diese Handbuch. Störung zu entsprechen mit diese grundlegend Regel Mai Blei auf zufällige Schaden oder Verletzung nicht überdacht von die Garantie oder Haftung des Herstellers.
- Die Stelle , die für den Transport und die Installation der Maschine im Werk des Bestellers verantwortlich ist, sollte in der Vertrag Unterzeichnung Phase bestimmt werden, jedoch spätestens , nach der technischen Abnahme der Maschine im Werk des Herstellers und bevor an den Besteller ausgegeben wird.
- Aufgrund der Natur von des Geräts, schlägt der Hersteller vor , dass die Empfänger die Mittel des Herstellers von Transport und Service Personal verwenden.
- Die Maschine sollte unter Verwendung von Hebevorrichtungen wie Kränen, Gabelstaplern oder Palettenhubwagen , alle die über ausreichende Hebekapazität für den Zweck sicheren Transport verfügen sollten, bewegt werden. Die Personen die sie bedienen, sollten die erforderlichen Genehmigungen und die gesetzlich vorgeschriebene Ausbildung haben.
- Der richtige Modus von Transport für BOXMAT PRO Maschinen ist unten dargestellt.

Abb. 2. Die Stelle zum Anheben der Maschine ist durch das Piktogramm (Abb. 2 -1) gekennzeichnet.

Abb. 3. Der korrekte Transport der Maschine mit einem Gabelstapler
Das Anheben des BOXMAT PRO ist an den Stellen verboten, an denen dies durch Piktogramme angezeigt wird; die nachstehende Zeichnung bezieht sich darauf.

Abb. 4. Es ist verboten, den BOXMAT PRO an den Seitenwänden mit einem Gabelstapler anzuheben.
![]() ACHTUNG! Versagen zu entsprechen mit die über Piktogramme und Methoden von Montage, Mai Ergebnis in Schaden zu die die Struktur der Maschine und Komponenten.
ACHTUNG! Versagen zu entsprechen mit die über Piktogramme und Methoden von Montage, Mai Ergebnis in Schaden zu die die Struktur der Maschine und Komponenten.
![]() ACHTUNG: Maschine muss sein vertikal transportiert.
ACHTUNG: Maschine muss sein vertikal transportiert.
Es ist wichtig dass die Maschine, und alle Teile und Zubehör, müssen sicher und verpackt werden. Geeignete Schutzverpackungen , Paletten und/oder Kisten sollten geliefert werden um sicherzustellen, dass die Maschine und alle peripheren Teile und Zubehörteile für Installation sicher und unbeschädigt ankommen. Es wird dringend empfohlen, dem Hersteller zu erlauben, alle diese Aufgaben zu übernehmen, um eine sichere und effiziente Lieferung und Installation zu gewährleisten.
Soweit Transport Verfahren betroffen ist, muss das Gewicht der Maschine (ca. 2800 kg - 6200 lb.) berücksichtigt werden.
![]() ACHTUNG! Achtlos Umgang mit von die Maschine während Transport und/oder Verlagerung kann führen zu schweren Unfälle oder Verletzungen.
ACHTUNG! Achtlos Umgang mit von die Maschine während Transport und/oder Verlagerung kann führen zu schweren Unfälle oder Verletzungen.
Einrichtung
Die Installation von der Maschine am Arbeitsplatz , erfolgt durch das Personal des Bestellers , sobald den Inhalt dieser Bedienungsanleitung und die Leistungen des Herstellers kennengelernt hat und wurden been vereinbart zu- von dem Auftraggeber Personal . Die korrekte Einstellung des Druckers ist wichtig als Voraussetzung für sein optimales Funktionieren und für den Komfort und die Sicherheit der Betreiber.
Vorbereitung von der Standort für die Maschine, die Verfügbarkeit und Parameter der elektrischen, pneumatischen und Lüftung Anschlüsse, sowie sowie die Vorbereitung der spezifischen Konstruktion und Abnahme Anforderungen, die benötigt, um den Betrieb von der Maschine zu erleichtern, ist die Verantwortung des Auftraggebers .
Der Hersteller wird die notwendigen Anleitungen und Informationen zur Verfügung stellen, um den Besteller in dieser Hinsicht zu unterstützen.
Nachdem die Maschine an ihren vorgesehenen Standort geliefert hat, sollte sie ausgepackt und nivelliert werden. Ihr technischer Zustand sollte dann überprüft werden und Schäden die beim Transport entstanden sind, sollten behoben werden.
![]() ACHTUNG! Die Boden auf die die Maschine ist zu sein platziert muss haben ausreichend Struktur Stärke zu Unterstützung die Gewicht von die Maschine und jede Vibration generiert von die normal Prozess der Herstellung Boxen. Es sollte auch sein notiert dass die Mehrheit des Gewichts der Maschine ist konzentriert unter die Füße.
ACHTUNG! Die Boden auf die die Maschine ist zu sein platziert muss haben ausreichend Struktur Stärke zu Unterstützung die Gewicht von die Maschine und jede Vibration generiert von die normal Prozess der Herstellung Boxen. Es sollte auch sein notiert dass die Mehrheit des Gewichts der Maschine ist konzentriert unter die Füße.
![]() ACHTUNG! Sobald die Maschine ist nivelliert es sollte nicht sein ohne Wiederholung bewegt die Nivellierungsprozess.
ACHTUNG! Sobald die Maschine ist nivelliert es sollte nicht sein ohne Wiederholung bewegt die Nivellierungsprozess.
Der optimalste Bodenbelag besteht aus einfachem Beton von ausreichender Tiefe und beschichtet mit einer dünnen Schicht aus nicht leitendem Material.
Das Fundament auf dem die Maschine aufgestellt wird, sollte architektonisch den Baunormen und Sicherheitsvorschriften entsprechen und die Anforderungen an Tiefe, Festigkeit und Niveau erfüllen.
Die Käufer ist die einzige Person verantwortlich für die Vorbereitung des Untergrunds auf dem die Maschine installiert werden soll installiert werden soll.
![]() ACHTUNG! Wenn die Montage und Einrichtung Verfahren sind individuell durchgeführt von die Einkäufer, sie sollte sein durchgeführt fällig zu die Anweisungen inklusive in diese Dienstleistung Handbuch und/oder gemäß zum Anweisungen bereitgestellt von die Hersteller während die technisch Akzeptanz Verfahren.
ACHTUNG! Wenn die Montage und Einrichtung Verfahren sind individuell durchgeführt von die Einkäufer, sie sollte sein durchgeführt fällig zu die Anweisungen inklusive in diese Dienstleistung Handbuch und/oder gemäß zum Anweisungen bereitgestellt von die Hersteller während die technisch Akzeptanz Verfahren.
Verwenden Sie die Schrauben in der Maschine Füße , um den Rahmen zu nivellieren. (Die Seiten von der Maschine Körper sind die Bezugsebene für die Nivellierung).
![]() ACHTUNG! Nach jede ändern Position die Maschine, siehe die Lücke zwischen die obere und unter Schlitzen Messer. Auf die gesamte Länge von die obere Schlitzen Klingen, von die Vorderseite und zurück Seite, die Lücke sollte nicht sein weniger als 0.004 Zoll.
ACHTUNG! Nach jede ändern Position die Maschine, siehe die Lücke zwischen die obere und unter Schlitzen Messer. Auf die gesamte Länge von die obere Schlitzen Klingen, von die Vorderseite und zurück Seite, die Lücke sollte nicht sein weniger als 0.004 Zoll.
Wenn die Maschine nivelliert ist , dann sollten die Arbeit Tische zusammengebaut und an der Vorderseite und Rückseite der Maschine platziert werden (Tische sind verfügbar auf Anfrage). Sobald beide Arbeitstische angeliefert sind, sollten sie zur Maschine nivelliert werden.
Arbeitsbedingungen
ALLGEMEINE INFORMATIONEN
![]() ACHTUNG! Es ist die Herstellerangabe Empfehlung, dass sollte die Maschine sein installiert in einem Industrieunternehmen Umwelt nur.
ACHTUNG! Es ist die Herstellerangabe Empfehlung, dass sollte die Maschine sein installiert in einem Industrieunternehmen Umwelt nur.
Wie geschrieben und in diesem technischen Handbuch beschrieben, wurde diese Maschine entwickelt und hergestellt um in einer industriellen Umgebung für die Umwandlung von Wellpappe Faserpappe in eine Reihe von Kartons xml Als solche muss diese Maschine innerhalb der Gesundheit und Sicherheit Vorschriften im Zusammenhang mit der industriellen Kartonherstellung Umgebung betrieben werden.
Diese Maschine darf nicht in einer potentiell explosiven Atmosphäre, in einer Atmosphäre mit hohem Verschmutzungsgrad, hoher Luftfeuchtigkeit, hohen Temperaturen oder in aggressiven oder ätzenden Dämpfen betrieben werden.
Aufgrund der Elektronik und Sensoren in diesem Gerät, sollte es in Temperaturen von +15°C bis +35°C und in einer relativen Luftfeuchtigkeit von 35% bis 85% verwendet werden. Luftfeuchtigkeit Kondenswasser, oder potenziell aggressive Stoffe, sollten vermieden werden.
Temperaturänderungen innerhalb der Betriebsumgebung sollten 10°C nicht überschreiten und die relative Luftfeuchtigkeit sollte nicht um mehr als 10% variieren.
![]() ACHTUNG! Wenn dort sind bedeutsam Temperatur und Feuchtigkeitsunterschiede zwischen die Lieferung Prozess und die Installation Standort, die Maschine sollte sein gespeichert und akklimatisiert in die Website wobei es ist zu sein betrieben für 24 Stunden vor Anfahren.
ACHTUNG! Wenn dort sind bedeutsam Temperatur und Feuchtigkeitsunterschiede zwischen die Lieferung Prozess und die Installation Standort, die Maschine sollte sein gespeichert und akklimatisiert in die Website wobei es ist zu sein betrieben für 24 Stunden vor Anfahren.
BELEUCHTUNG
Das Kriterium für das Mindestniveau der Beleuchtung gibt an, dass die annehmbare Beleuchtung auf einer horizontalen Arbeitsebene , in Räumen , in denen Personal für lange Zeit anwesend ist, unabhängig von was Sehaufgaben xml-ph-0030@dee
Wenn jedoch ein Grad der Sehbehinderung größer als der Durchschnitt ist, was zu Schwierigkeiten bei der Arbeit führt, die Anforderung betrifft einen höheren Sehkomfort sicherzustellen; dies gilt auch wo Arbeitnehmer meist Menschen über 40 Jahre Alter sind. In diesem Sinne sollte das Niveau der Intensität in der Beleuchtung dann höher sein als das minimal zulässige Niveau von 500 lx.
5.4.3. LÄRM
Das Gerät ist die Quelle von der Lärm Intensität über 85dB erfordert Einsatz von Anlagen Schutzpersonal.
 Der Gehörschutz muss abgenutzt hierin Bereich!
Der Gehörschutz muss abgenutzt hierin Bereich!
Wir stellen fest, dass jede Umgebung ihre eigenen Geräuschemissionen hat, die den Pegel von der Maschine während des Betriebs, insbesondere in verschiedenen technologischen Systemen wirksam beeinflussen können.
Stromversorgungsparameter
ELEKTRISCH VERSORGUNG
Die Maschine muss an eine Stromversorgung von 3 x 480 VAC; 50/60 Hz; (3P+N+PE), ausgestattet mit Überstromschutz , angeschlossen werden.
Die Installation des Käufers muss Stoßschutz in Übereinstimmung mit PN-EN 60204-1:2018-12 gewährleisten.
DRUCKLUFT SYSTEM
Die Maschine verwendet Luft mit einem Druck von 6-8bar / 85-110 psi.
Die gefilterten Verunreinigungen sind weniger als 20 µm, bis entsprechen ISO8573-1 4-4-4 Normen.
6.0 Betrieb der Maschine
Unter der Voraussetzung , dass alle Bedingungen für die Installation und Tätigkeiten , die im vorigen Kapitel beschrieben sind erfüllt und erfolgreich durchgeführt wurden, können die Vorbereitungen beginnen für die erste Inbetriebnahme der Maschine , unter Produktionsbedingungen im Werk der Vertragspartei .
Unter der Voraussetzung , dass alle Bedingungen für die Installation und Tätigkeiten , die im vorigen Kapitel beschrieben sind erfüllt und erfolgreich durchgeführt wurden, können die Vorbereitungen beginnen für die erste Inbetriebnahme der Maschine , unter Produktionsbedingungen im Werk der Vertragspartei .
![]() ACHTUNG! Ursprünglich, die Maschine sollte sein gestartet auf unter der Aufsicht des Herstellerangabe Agenten.
ACHTUNG! Ursprünglich, die Maschine sollte sein gestartet auf unter der Aufsicht des Herstellerangabe Agenten.
Die Service Bedingungen müssen gelesen und verstanden werden, bevor die Maschine in Betrieb nimmt.
SERVICE BEDINGUNGEN - ALLGEMEIN RICHTLINIEN UND VERFAHREN
Um den korrekten Betrieb der Maschine zu gewährleisten, müssen alle Einstellungen und Einstellungen von geschulten Technikern des Herstellers durchgeführt werden, sobald die Maschine zusammengebaut und installiert und die Erstinbetriebnahme Verfahren durchgeführt worden sind . Gewelltes Material zum Testen der Maschine sollte vom Käufer zur Verfügung gestellt werden.
Bevor die Maschine benutzt, die ist, vor ihrer ersten Inbetriebnahme, hat die Vertragspartei die absolute Verpflichtung zu die Mitarbeiter zu schulen, die seine zukünftigen Bediener sein werden. Außerdem hat aufgrund der verschiedenen Arbeitszyklen , die von unseren Maschinen in verschiedenen industriellen Umgebungen durchgeführt werden, der Empfänger die absolute Verpflichtung, eine ein klares und transparentes Arbeitsplatz Anleitung Handbuch für das Gerät zu erstellen, angepasst an seine eigenen Produktionszyklen .
UNTER KEINE UMSTÄNDEN sollte die Maschine werden betrieben von unqualifiziertem Personal bedient werden. Die Maschine Bediener müssen vertraut sein mit der Arbeitsplatz Gesundheit und Sicherheit Vorschriften, mit dem Schwerpunkt auf unter besondere Berücksichtigung auf das Risiko das durch die Verwendung dieses Geräts.
 ACHTUNG! Die Empfänger, oder a Person autorisiert von ihm/ihr auf die Basis von diese Betrieb Anweisungen und die Merkmale von seine/ihre eigene Produktion Technologie, hat die absolut Verpflichtung zu kompilieren a MASCHINENBASIERT GEBRAUCHSANWEISUNG für die Arbeitnehmer.
ACHTUNG! Die Empfänger, oder a Person autorisiert von ihm/ihr auf die Basis von diese Betrieb Anweisungen und die Merkmale von seine/ihre eigene Produktion Technologie, hat die absolut Verpflichtung zu kompilieren a MASCHINENBASIERT GEBRAUCHSANWEISUNG für die Arbeitnehmer.
 IT IS SEHR GUT EMPFOHLEN zu beauftragen. jede Person zugewiesen zu Arbeit mit, oder in der Nähe, diese Maschine nicht nur in den Betrieb von die Maschine sondern auch in die beruflich Gesundheit und Sicherheit Regeln verbunden mit dem Betrieb die Maschine.
IT IS SEHR GUT EMPFOHLEN zu beauftragen. jede Person zugewiesen zu Arbeit mit, oder in der Nähe, diese Maschine nicht nur in den Betrieb von die Maschine sondern auch in die beruflich Gesundheit und Sicherheit Regeln verbunden mit dem Betrieb die Maschine.
 Die Einstellung und Überprüfung Verfahren, implementiert vor zu verwenden diese Maschine, muss nur sein durchgeführt von geschult und autorisiert Personal.
Die Einstellung und Überprüfung Verfahren, implementiert vor zu verwenden diese Maschine, muss nur sein durchgeführt von geschult und autorisiert Personal.
BEVOR ANWENDUNG DER MASCHINE IT IST DRINGEND EMPFOHLEN ZU ZU ÜBERPRÜFEN. DIE FOLGENDES:
- die Wirksamkeit des Schutzes gegen Stromschlag;
- die liefern Spannung;
- Wert und Phase einhalten;
- die Nottasten (Sicherheitsschalter - NOTSTOPP STOPP) ggf. entriegeln durch Drehen im Uhrzeigersinn ;
- die magnetischen Sicherheitssensoren von die Abdeckungen und Seitenfenster ;
- die Sicherheitsschlösser sind, in tatsächlich, verschlossen;
![]() ACHTUNG! Jede Wartung Arbeit oder ändern von Werkzeuge usw., die Folgendes erfordern die Maschine zu bedienen mit Abdeckungen offen, muss nur sein getragen aus von geschult und kompetent Personal und muss sein abgeschlossen als schnell als möglich vor die deckt sind geschlossen und vollständig Sicherheit Status ist wiederhergestellt.
ACHTUNG! Jede Wartung Arbeit oder ändern von Werkzeuge usw., die Folgendes erfordern die Maschine zu bedienen mit Abdeckungen offen, muss nur sein getragen aus von geschult und kompetent Personal und muss sein abgeschlossen als schnell als möglich vor die deckt sind geschlossen und vollständig Sicherheit Status ist wiederhergestellt.
![]() ACHTUNG: Alle Schalter Boxen, deckt und Wachen muss geschlossen werden, bevor Versuch der Verwendung die Maschine und muss während der Benutzung geschlossen bleiben.
ACHTUNG: Alle Schalter Boxen, deckt und Wachen muss geschlossen werden, bevor Versuch der Verwendung die Maschine und muss während der Benutzung geschlossen bleiben.
Es strengstens verboten die Maschine mit Sicherheitsschaltern oder anderen Sicherheitsvorrichtungen defekten oder veränderten in irgendeiner Weise zu betreiben. Alle diese Vorrichtungen sind eingebaut, um die Sicherheit von dem Bediener und anderem Personal zu schützen. Es wird empfohlen, dass alle solche Vorrichtungen und regelmäßig überprüft werden, um zu bestätigen, dass sie a
Jeder Maschinenbediener sollte mit allen Sicherheitsmerkmalen und Vorrichtungen , die mit dieser Maschine verbunden sind, vertraut gemacht werden.
 IT IS STRICTLY VERBOTEN zu entfernen jede deckt oder Wachen während die Maschine ist in Betrieb.
IT IS STRICTLY VERBOTEN zu entfernen jede deckt oder Wachen während die Maschine ist in Betrieb.
 IT IS SEHR GUT EMPFOHLEN AN anhängen. und schließen ALLE deckt und Wachen entworfen für die Maschine.
IT IS SEHR GUT EMPFOHLEN AN anhängen. und schließen ALLE deckt und Wachen entworfen für die Maschine.
In dem Bereich um die Maschine, und bis zu 1,5 m, müssen alle Hindernisse entfernt werden und der Bereich muss sauber und angemessen beleuchtet sein. Besondere Vorsicht ist geboten, wenn Gabelstapler Stapler Stapler holen und entfernen xml-ph
Der Bereich in unmittelbarer Nähe zu der Maschine sollte sauber und gereinigt von Verunreinigungen wie Öl, Staub und Schmutz sein, um zu das Minimum das Risiko eines Ausrutschens zu reduzieren, xml-ph-0031@deepl.inte
 ACHTUNG! Wenn die Maschine ist in Betrieb die Bereich Umgebung die Maschine sollte nicht sein gesperrt als es Mai verursachen Slip, stolpern oder fallen.
ACHTUNG! Wenn die Maschine ist in Betrieb die Bereich Umgebung die Maschine sollte nicht sein gesperrt als es Mai verursachen Slip, stolpern oder fallen.
 UNTER NO UMSTÄNDE sollte jede Öl, Lösungsmittel oder andere Ätzend oder giftig Flüssigkeiten sein ausgegossen im schließen Umgebung zu die Maschine.
UNTER NO UMSTÄNDE sollte jede Öl, Lösungsmittel oder andere Ätzend oder giftig Flüssigkeiten sein ausgegossen im schließen Umgebung zu die Maschine.
 IT IS DARUM ANGEORDNET zu behalten. die Boden um die Maschine sauber und klar.
IT IS DARUM ANGEORDNET zu behalten. die Boden um die Maschine sauber und klar.
Die Maschine Steuerungen, Anzeigen, flexible Leitungen, Rohre oder Schächte sollten nicht als Griffe verwendet werden. Jede unbeabsichtigte Verschiebung dieser Maschinenteile kann versehentliche und unbeabsichtigte Aktivierung oder Änderungen der Maschine Arbeitsparameter verursachen und, in extremen Situationen, kann zum Ausfall der Maschine oder führen.
 IT IS ESSENTIAL dass jede Unfall mit die Betreiber, oder jede Maschine Versagen, sollte sein unverzüglich berichtet zu die Verwaltung.
IT IS ESSENTIAL dass jede Unfall mit die Betreiber, oder jede Maschine Versagen, sollte sein unverzüglich berichtet zu die Verwaltung.
Die qualifizierten Maschinenbediener sollten mit der regulären Arbeitskleidung, Schutzhandschuhen und rutschfesten, sicheren Schuhen ausgestattet sein.
Da die grundlegenden Risiken für die Maschine Bediener bewegte Rollen, Räder und Wellen sind, sollte die Maschine nicht von Personal bedient werden, das lose Kleidung oder langes und loses Haar trägt.
 IT IS ESSENTIAL zu tragen die geeignet arbeiten Kleidung reduzieren zu die Minimum die Möglichkeit von unter gefangen oder hineingezogen die Maschine.
IT IS ESSENTIAL zu tragen die geeignet arbeiten Kleidung reduzieren zu die Minimum die Möglichkeit von unter gefangen oder hineingezogen die Maschine.
 IT IS ESSENTIAL zu tragen Schutz Handschuhe während Betrieb die Maschine und Handhabung von Karton.
IT IS ESSENTIAL zu tragen Schutz Handschuhe während Betrieb die Maschine und Handhabung von Karton.
 ES IST Unverzichtbar für tragen rutschfestes Arbeitsschuhwerk.
ES IST Unverzichtbar für tragen rutschfestes Arbeitsschuhwerk.
Gehörschutz muss getragen werden getragen werden in diesem Bereich getragen werden!
 ES IST Unverzichtbar für sicher des Betreibers Haare in wie a Weg zu reduzieren zu die Minimum die Risiko von unter gefangen oder gezogen in die Maschine.
ES IST Unverzichtbar für sicher des Betreibers Haare in wie a Weg zu reduzieren zu die Minimum die Risiko von unter gefangen oder gezogen in die Maschine.
Bedienelemente und Anzeigen für den Bediener verfügbar
In der Maschine befinden sich alle Bedienelemente direkt auf seiner Konstruktion Körper, oder auf dem Bedienfeld . Bevor die Maschine benutzt, sich alle Personen die die Maschine bedienen, mit der Lage dieser Elemente und den Funktionen, die sie steuern, vertraut machen.
Die Handhabung und Elemente der Maschine , die dem Bediener zur Verfügung stehen, umfassen:


Abb.5. HAUPTSCHALTER Abb.6. BEDIENTAFEL Abb. 7 DRUCKLUFTANSCHLUSS
- HAUPTSCHALTER - der Schalter installiert auf der Schaltkasten Türen (Abb.5 ), ist entworfen zu schalten die elektrische Versorgung ein und aus. Wenn es ist gedreht zu die 1 Position es bedeutet dass die Maschine ist ON, wenn es ist gedreht zu die 0 Position, xml-ph-0031@deepl.inte
- HMI-Panel - ein berührungsempfindlicher Bildschirm, der sich auf dem Steuerpult befindet (Abb. 6) und der zur Programmierung und Steuerung der Maschine dient.
- START - Wenn diese grüne Taste leuchtet, zeigt sie an, dass die Maschine betriebsbereit ist (Abb.6).
- RESET - eine blaue Taste verwendet zum Neustart der Steuerung System und der Maschine Sicherheitssystem und Alarme nach einem Fehler (Abb.6).
- NOTFALL STOPP - eine Pilztaste für die sofortige Abschaltung der gesamten Maschine, im Fall von einer Störung oder Unfall. Tasten befinden sich auf dem Bedienfeld (Abb.6) und zu xml-ph-0030@deepl.inte
-
Druckluftanschluss (Abb.7);
-
Das manuell betätigte Druckluftabsperrventil (zum Öffnen des Ventils - nach links drehen und auf ON stellen; eine Drehung nach rechts - die OFF-Stellung - das Ventil ist geschlossen);
Positionierung der rechten Führung und der Eingabeanschläge
ANPASSEN DIE POSITION DER DER RECHTS BEGRENZERS UND DER EINTRITT PUNKTE
![]() ACHTUNG! Verordnung sollte sein durchgeführt nach Auswahl des Stils, Eingabe von die Karton Abmessungen und automatisch Einstellung von links Leitfaden.
ACHTUNG! Verordnung sollte sein durchgeführt nach Auswahl des Stils, Eingabe von die Karton Abmessungen und automatisch Einstellung von links Leitfaden.
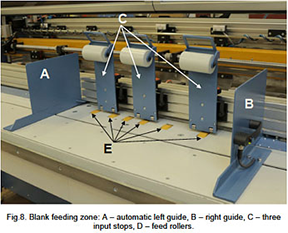



- Legen Sie den leeren auf den Tisch
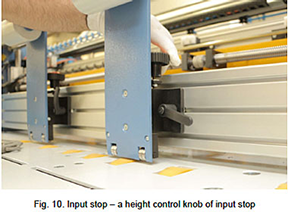
- Lösen Sie die Griffe der Eingabestopps (Abb.9).
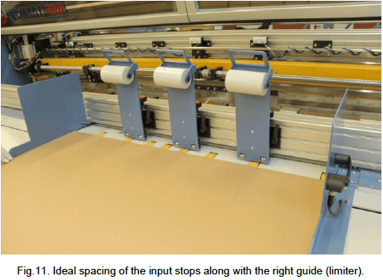
- Heben Sie die Eingabeanschläge vorsichtig an und schieben Sie zwei von ihnen zu den Enden der Platte hin auseinander. Der dritte sollte in der Mitte und über der Walze platziert werden (Abb.11).
- Ziehen Sie die orangefarbenen Griffe von fest, die Eingabe stoppt (Abb.9).
- Stellen Sie mit dem Drehknopf (Abb. 10) den Spalt unter jedem Stoßfänger so ein, dass eine Schachtel hineingestellt werden kann; achten Sie jedoch darauf, dass nicht zwei Schachteln hineingestellt werden können (Abb. 12).
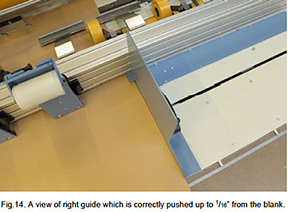
- Stellen Sie den rechten Anschlag mit Hilfe des Handgriffs (Abb.13) so ein, dass er fast an der Matte klebt; lassen Sie 1/16" Spiel, damit sich die Matten nicht zwischen den Anschlägen verklemmen (Abb.14).
Anschluss an eine Stromquelle
- Überprüfen Sie den Bereich rund um die Maschine. Sie ist so konzipiert , dass sie in einer sauberen und ordentlichen Umgebung ohne Abfälle oder Hindernisse arbeitet, die die reguläre Arbeitstätigkeit negativ beeinflussen könnten.
- Bereiten Sie die gewellten Rohlinge, für die Produktion vor.
- Wenn von dem Produktionszyklus zur Verfügung gestellt von dem Benutzer benötigt wird, stellen Sie Behälter für Abfälle und fertig bedruckte Kartons in einen geeigneten Platz, in der Nähe der Maschine.
- Überprüfen Sie , dass alle Abdeckungen und Schutzvorrichtungen an Stelle und dass alle Türen geschlossen sind - es ist streng verboten Arbeiten mit offenen Abdeckungen oder fehlenden Schutzvorrichtungen auszuführen, da dies den xml-ph auslösen wird.
- Überprüfen Sie, ob sich der NOT-AUS-Taster auf dem Bedienfeld in der richtigen Position befindet. Drehen Sie den Druckknopf mit dem Pilzkopf im Uhrzeigersinn, um ihn zurückzusetzen.
- Schließen Sie die Maschine an die Stromversorgung (Stecker in die Steckdose stecken und/oder einschalten) und an das Druckluftsystem an, indem Sie den Luftschlauch an den Anschluss anschließen und den Kompressor einschalten.
- Prüfen Sie, ob die Druckluftversorgung zwischen 85psi/6bar und 110psi/8bar liegt.
- Drehen Sie den Hauptschalter, der sich an der Seitenverkleidung der Maschine befindet, in die Position 1 / ON .
- PC-Panel (HMI) mit Windows-System wird gestartet.
-
Aufgrund standardmäßiger Verfahren wenn die Maschine eingeschaltet wird, sollte eine Fehlermeldung wie "Safety system not - press RESET button" auf dem HMI touch panel gefunden werden. Um zu Als ein Ergebnis, der Test des Sicherheitssystems und der Antriebe soll in Betrieb genommen werden. Wenn die START Taste grün blinkt, bedeutet dies , dass die Maschine in einen Stand-by Modus geht und sie ist bereit für die Arbeit.
-
Wenn alle Vorgänge bis erfolgreich beendet sind, ist die Maschine bereit für Arbeit - das Hauptfenster sollte auf dem HMI Panel angezeigt werden.
Abb. 15. Boxmat-Schnittstelle Inteligo Inbetriebnahme
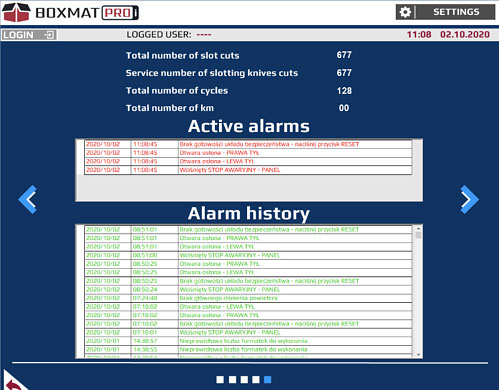
Abb. 16. Sicherheitssystem nicht bereit
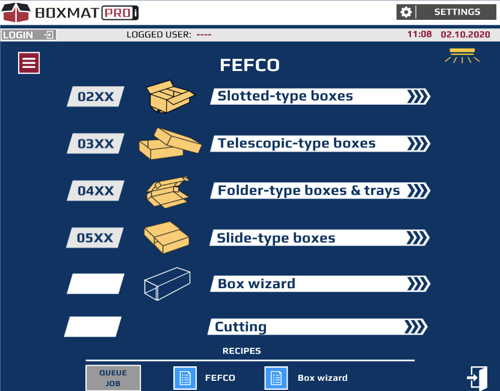
Abb. 17. Boxmat PRO Hauptbildschirm
![]() ACHTUNG! Abdeckungen muss immer sein geschlossen oder die Maschine nicht funktionieren wird.
ACHTUNG! Abdeckungen muss immer sein geschlossen oder die Maschine nicht funktionieren wird.
![]() ACHTUNG! die NOTFALL STOPP Taste ist entworfen zu sein gedrückt. unter jede Zeit insbesondere wenn eine Notfall Herunterfahren ist unverzüglich benötigt.
ACHTUNG! die NOTFALL STOPP Taste ist entworfen zu sein gedrückt. unter jede Zeit insbesondere wenn eine Notfall Herunterfahren ist unverzüglich benötigt.
![]() ACHTUNG! Unter Fall die Fehler Nachricht kann immer noch sein gesehen über die Anzeige nach drücken. die START Taste, gehen. zu ALARME, FEHLER NACHRICHTEN und MÄNGEL siehe in die technische Dokumentation.
ACHTUNG! Unter Fall die Fehler Nachricht kann immer noch sein gesehen über die Anzeige nach drücken. die START Taste, gehen. zu ALARME, FEHLER NACHRICHTEN und MÄNGEL siehe in die technische Dokumentation.
Unterbrechung der Verbindung
Das folgende Abschaltverfahren sollte immer durchgeführt werden, wenn die Produktion abgeschlossen ist :
- Zum Hauptbildschirm gehen
- Beenden Sie die Boxmat-Schnittstelle - wählen Sie das Symbol "Beenden".
- Fahren Sie das Windows-System herunter
- Nach dem ordnungsgemäßen Abschalten von Windows den HAUPTSCHALTER in die Position 0-OFF drehen - das bedeutet, dass die Maschine ausgeschaltet ist.
- Räumen Sie die Arbeitsumgebung um die Maschine herum.
- Bei längerem Stillstand der Maschine - z.B. über das Wochenende - sollte die Strom- und Druckluftversorgung unterbrochen werden.
![]() ACHTUNG! Do nicht drehen. aus die Maschine während Fenster geschlossen runter! Dies kann Schaden HMI PC !
ACHTUNG! Do nicht drehen. aus die Maschine während Fenster geschlossen runter! Dies kann Schaden HMI PC !
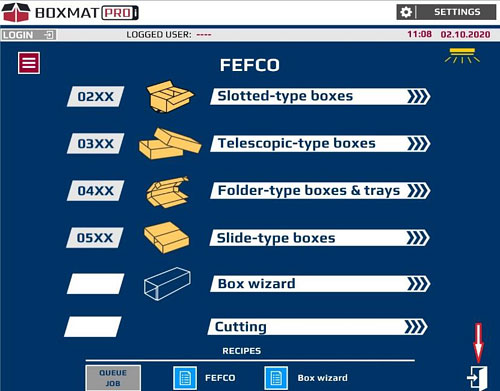
Abb. 18. Verlassen der Boxmat-Schnittstelle
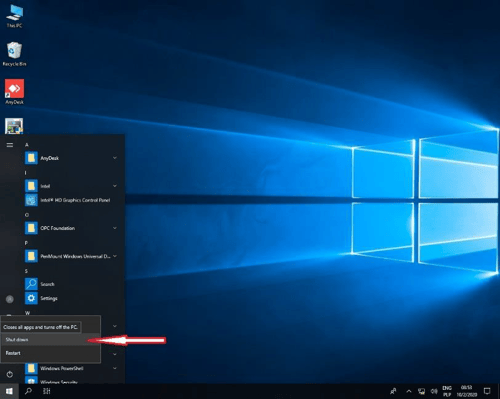
Abb. 19. Fenster herunterfahren
7.0 Beschreibung des HMI-Panel-Bildschirms
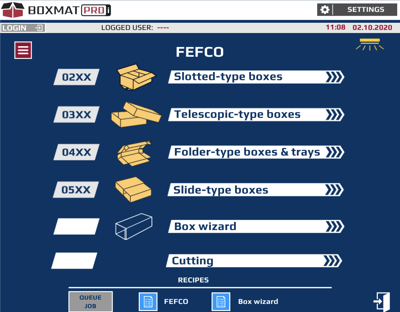
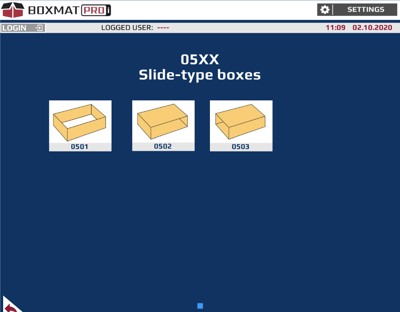
Home - Wahl des Box-Designs
Auf dem Hauptbildschirm sind die grundlegenden Formate von die FEFCO Stile verfügbar. Wählen Sie zunächst den Stil oder wählen Sie 'Andere' , wenn ein Free Style Feld zu gestalten ist.
- EINSTELLUNGEN - die Taste öffnet a EINSTELLUNGEN Bildschirm (Seite 50). Auf diese Bildschirm, drei weiter Bildschirme kann sein ausgewählt:
- Manuelle Bewegung - Optionen verfügbar auf die Manuelle Bewegungen Bildschirme die erlauben alle beweglichen Teile, verfügbar in die Maschine, manuell zu bewegen.
- Service - options available in the Service screens contain statistical information on the machine's operation and advanced parameters of the machine's operation.
-
MENÜ - die Taste öffnet einen Bildschirm mit den folgenden Funktionen: LOGGING IN, REZEPTE, STATISTIK und SPRACHE.
 Wählen Sie diese Schaltfläche, um die Sprache der Benutzeroberfläche zu ändern.
Wählen Sie diese Schaltfläche, um die Sprache der Benutzeroberfläche zu ändern.- QUEUE JOB - die Schaltfläche öffnet den Bildschirm mit dem Arbeitsmodus "Queue job".
- FEFCO - die Schaltfläche öffnet den Bildschirm mit den gespeicherten FEFCO-Rezepten.
- Box-Assistent - die Schaltfläche öffnet den Bildschirm mit gespeicherten Rezepten, die im Box-Assistenten vorbereitet wurden.
-
SLOTTED-TYPE BOXES (Klappenkästen) - die Schaltfläche öffnet einen Bildschirm mit Vorlagen für Klappenkästen im FEFCO-Stil (Abb. 21).
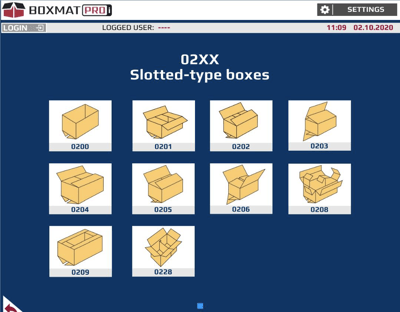
Abb. 21. Der Bildschirm zeigt die Flap Box-Vorlagen FEFCO 2xx (1/2)
Wenn Sie auf dem Hauptbildschirm die Taste EINSTELLUNGEN (1) drücken, werden die Einstellungsbildschirme geöffnet.
Die in den Einstellungen verfügbaren Optionen ermöglichen die manuelle Bewegung jedes in der Maschine installierten Werkzeugs, die Einrichtung von Maschinenparametern wie die Ausrichtung der Werkzeuge usw.
Mit der Zugriffsebene Service ist es möglich, Service-Parameter - erweiterte Parameter für den Betrieb der Maschine - zu ändern.
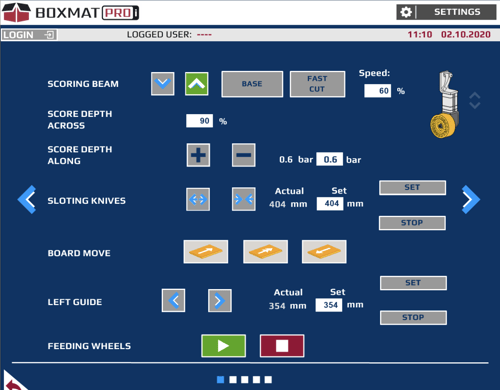
Abb. 27. Bildschirm "Manuelle Bewegungen" (1/3)
 bewegt den Ritzbalken nach oben
bewegt den Ritzbalken nach oben verschiebt den Wertungsbalken nach unten;
verschiebt den Wertungsbalken nach unten;
 Wenn die Pfeil-nach-oben-Taste gelb leuchtet, bedeutet dies, dass der Ritz-/Schlitzbalken in der obersten Position steht und gestartet werden kann.
Wenn die Pfeil-nach-oben-Taste gelb leuchtet, bedeutet dies, dass der Ritz-/Schlitzbalken in der obersten Position steht und gestartet werden kann.
14. BASE - die Taste stellt den Ritzbalken mit den Schlitzmessern in die obere Position für den Start. Referenz-Modus.
15. FAST CUT - die Taste startet eine vollständig Zyklus von die Ritzen/Schlitzen Strahl bei Einrichtungsgeschwindigkeit- Wert 0% - ohne Wertung zwischen den Schlitzen;
- Wert 100% - max Scoring Tiefe zwischen den Schlitzen;
17. Ritztiefe entlang - Luftdruck für Ritzräder
18. + - Mit diesen Tasten wird die Tiefe der Rillen entlang des Kastens durch Einstellen des Drucks auf die Räder/Walzen verändert. Durch Drücken der Taste wird der eingestellte Druck um 0,1 bar verändert: - + erhöht den Druck;
- + erhöht den Druck;
- - senkt den Druck
Es ist möglich, den Druck im Bereich von 0 bis 3 bar einzustellen.
Der Druck kann niemals einen Wert erreichen, der höher ist als der Versorgungsdruck der Maschine.
19. Das Feld, das den tatsächlichen Druck auf die Rillendruckrollen anzeigt.
20. Das Feld, das den eingestellten Druck auf die Ritzwalzen anzeigt. In diesem Feld können Sie den Druckwert eingeben. Wenn Sie die Enter-Taste auf der Tastatur drücken, wird der Druck aktualisiert.
21.  diese Tasten ändern die Position von die Schlitzen Messer. Presse und halten zu bewegen:
diese Tasten ändern die Position von die Schlitzen Messer. Presse und halten zu bewegen:
 die Schlitzung messer umziehen langsam auseinander.
die Schlitzung messer umziehen langsam auseinander. die Schlitzen messer umziehen langsam näher.
die Schlitzen messer umziehen langsam näher.
Die Position der Schlitzmesser wird als Abstand zwischen der Spitze des linken Messers und der Spitze des rechten Messers gemessen. Die Messer bewegen sich gleichmäßig zur Mitte der Maschine hin oder von ihr weg. Der Abstand zwischen den Messern kann zwischen 2 1/2" und 78 1/2" liegen.
Wenn eine der Tasten einen gelben Pfeil anzeigt, bedeutet dies, dass die Schlitzmesser so weit wie möglich ausgefahren sind.
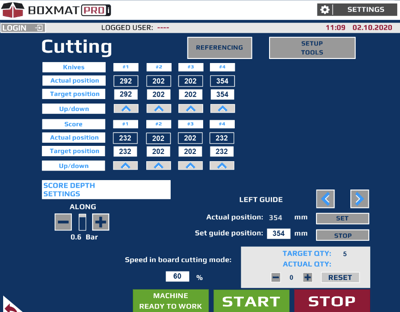
22. Actual - das Feld zeigt den aktuellen Abstand zwischen den Schlitzen Messern.
23. Setzen Sie Feld - geben Sie den Abstand bei ein, den die Schlitze Messer haben sollen.
24. Taste - startet den Schlitz Bewegung der Messer zu einer Position wie eingegeben in das Feld einstellen (19).
25. Kalibrierung Schaltfläche - öffnet ein Fenster um die aktuelle Messung zwischen den Messern einzugeben. Diese wird das Feld 'Actual' aktualisieren.
Das Öffnen des Kalibrierungsfensters ist nur nach Eingabe des Passworts 7415 möglich.
26. STOP - die Taste stoppt die Bewegung von Schlitzen Messern
27. Vorstand Pass Antrag ![]() Presse und halten zu umziehen die geriffelt Blatt in oder aus von die Maschine. Presse
Presse und halten zu umziehen die geriffelt Blatt in oder aus von die Maschine. Presse ![]() für vorwärts und
für vorwärts und ![]() für den Rückwärtsgang.
für den Rückwärtsgang.
28. Vorstand Leitfaden ![]() Presse und halten diese Tasten zu ändern die Position von die links, automatisch, Vorstand Leitfaden.
Presse und halten diese Tasten zu ändern die Position von die links, automatisch, Vorstand Leitfaden.
Die Position der linken Führung wird als Abstand von der Innenwand der Führung zur Mitte der Maschine gemessen. Es ist möglich, die Führung in einem Bereich von 1 3/4" bis 47" einzustellen.
Wenn eine der Tasten einen gelben Pfeil anzeigt, bedeutet dies, dass sich die linke Führung in der äußersten Position befindet.
29. Aktuelle Position - das Feld zeigt die aktuelle Position von die Tafel an.
30. einstellen - das Feld in das es ist möglich zu die Position bei die die links Bord Führung ist einstellen.
31. einstellen - diese Taste verschiebt die linke Führung an die Position in das Feld "Einstellen" . (26).
32. Kalibrierung Schaltfläche - öffnet ein Fenster zur Eingabe des tatsächlichen Abstandes von der Mitte von der Maschine zu der linken Führung. Dies aktualisiert das Feld "Actual" (25).
Das Öffnen des Kalibrierungsfensters ist nur in der Bedienerebene oder höher möglich.
33. STOP - die Taste stoppt die linke Führungsbewegung
34. Fütterung Räder: ![]() - diese Tasten sind gebraucht zu Start oder stoppen das Futter Walzen.
- diese Tasten sind gebraucht zu Start oder stoppen das Futter Walzen.
35. ![]() diese Taste zurück zu der vorherige Bildschirm (Abb. 24).
diese Taste zurück zu der vorherige Bildschirm (Abb. 24).
36. ![]() diese Taste führt zu die nächster Bildschirm (Abb.26).
diese Taste führt zu die nächster Bildschirm (Abb.26).
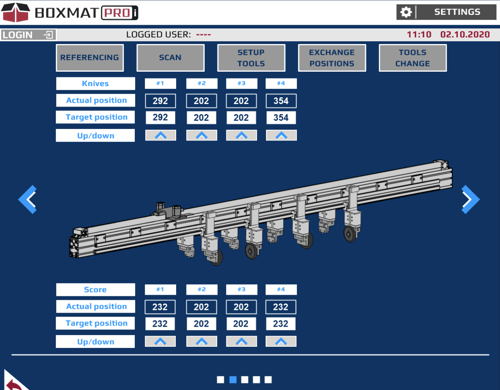
Abb. 28. Bildschirm "Manuelle Bewegungen" (2/3)
37. REFERENZIEREN - diese Taste bewegt den Werkzeughalter in seine Ausgangsposition .
Wenn REFERENZEN Verfahren ist aktiv Hintergrundbeleuchtung von die Drucktaste ist auf.
38. SCANNING - diese Taste bewegt den Scanner (Werkzeug Halter) über die Werkzeuge um ihre aktuellen Positionen zu bestimmen und ihre Mengen zu überprüfen.
Wenn SCANNING Verfahren ist aktiv Hintergrundbeleuchtung von die drücken. Taste ist auf.
39. SETUP TOOLS - diese Taste bewegt die Längsschneider Messer und Vorritzer in ihre voreingestellten Positionen, die in den Setup Feldern eingegeben wurden.
Wenn EINRICHTEN Verfahren ist aktiv Hintergrundbeleuchtung von die drücken. Taste ist auf.
41. WERKZEUGWECHSEL - Servicemodus für Werkzeugwechsel
42. Tatsächliche Position - die Felder zeigen die tatsächliche Position jedes Längsmessers/jeder Kerbe an.
Die Position jedes Längsschneidmessers/Ritzrads wird als Abstand zwischen dem Messer und der Mitte der Maschine gemessen. Es ist möglich, die Messer in einem Bereich von 0" bis 47" einzustellen. Es ist möglich, die Ritzwalzen im Bereich von 1" bis 47" einzustellen.
43. Zielposition - Felder, die die vorbestimmte Position jedes Längsmessers anzeigen. In diesen Feldern kann die Position eingegeben werden, an der jedes Messer von der Mitte aus eingestellt werden soll.
Die Messer müssen in der gleichen Reihenfolge wie in der Grafik angeordnet sein, andernfalls wird die Meldung "NOT POSSIBLE TO SET UP ALONG KNIVES [KNIFE NUMBER ]" angezeigt.
44. Auf/Ab - drücken. auf diese Taste ![]() wird Aufzug oder unter die entsprechende Längsschnitt-Tool.
wird Aufzug oder unter die entsprechende Längsschnitt-Tool.
-
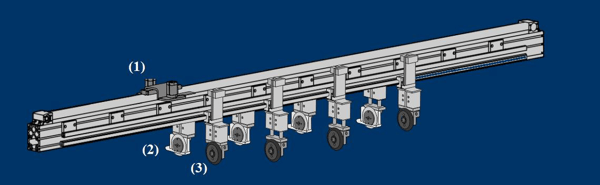
- - Werkzeuge Greifer . Wenn Sie auf drücken, wird das Pop-up-Fenster GRIPPER angezeigt.
- - Längsmesser. Wenn Sie auf drücken, erscheint das Pop-up-Messer
- - Längsschnittbewertung. Wenn Sie auf drücken, wird das Pop-up-Fenster SCORE
46. Pop-up GRIPPER

Abb. 30. Pop-up GRIPPER
47. bewegt den Greifer nach links;
bewegt den Greifer nach links; bewegt den Greifer nach rechts.
bewegt den Greifer nach rechts.
48. ![]() diese Tasten sperren oder lassen Sie die Ergebnis Rollengreifer pin:
diese Tasten sperren oder lassen Sie die Ergebnis Rollengreifer pin:
 entriegelt die Greifer pin;
entriegelt die Greifer pin; sperrt die Greiferbolzen.
sperrt die Greiferbolzen.
49. ![]() diese Tasten sperren oder Freigabe der Längsmesser Greifer pin:
diese Tasten sperren oder Freigabe der Längsmesser Greifer pin:
- entriegelt die Greifer pin;
- sperrt die Greiferbolzen.
50. Rillensensor - Sensor an der Seite der Rillwalzen. Erkennt den Halter mit der Ritzwalze.
51. Messersensor - Sensor an der Seite des Messers. Erkennt den Halter mit Messer.
52. Pop-up-MESSER
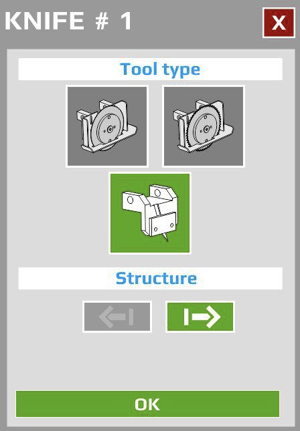
Abb.31. Pop-up-MESSER
53. Werkzeugtyp - der aktuell installierte Messertyp sollte auf dem gewählten Halter ausgewählt werden.
54. Werkzeugausrichtung - die aktuelle Ausrichtung des installierten Werkzeugs.
Die ausgewählte Werkzeugausrichtung wird grün hervorgehoben.
Der Bediener kann nach dem manuellen Ändern der Ausrichtung des Längsmessers an der Maschine, muss diese Änderung ebenfalls in diesem Fenster markiert/vorgenommen werden.
55. Bremse - löst die Bremse des gewählten Werkzeughalters.
Jedes Mal, wenn die Bremse gelöst wird, werden die Werkzeuge gescannt, um ihre aktuelle Position zu ermitteln.
Abb.32. Pop-up SCORE
57. Werkzeugtyp - der aktuell installierte Ritzradtyp sollte auf dem gewählten Halter ausgewählt werden.
Der Bediener muss immer bestätigen, dass das Werkzeug Typwechsel in diesem Fenster. Der ausgewählte Werkzeugtyp ist grün hervorgehoben.
58. Werkzeugausrichtung - die aktuelle Ausrichtung des installierten Werkzeugs.
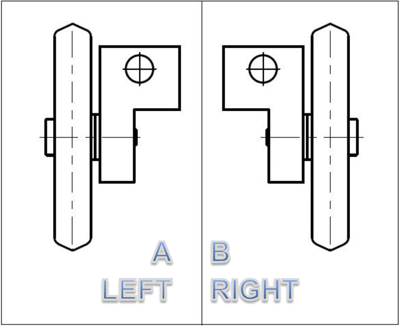
Abb. 33. Ein Beispiel für die Ausrichtung der Werkzeuge anhand von Rillwalzen: A - von der Vorderseite der Maschine aus gesehen links von der Befestigung, B - von der Vorderseite der Maschine aus gesehen rechts von der Befestigung
Die ausgewählte Werkzeugausrichtung wird grün hervorgehoben.
Der Bediener kann nach dem manuellen Ändern der Wenn Sie die Ausrichtung des Längsrisses an der Maschine ändern möchten, müssen Sie diese Änderung ebenfalls in diesem Fenster markieren/vornehmen.
59. Bremse - löst die Bremse des ausgewählten Werkzeughalters.
Jedes Mal, wenn die Bremse gelöst wird, werden die Werkzeuge gescannt, um ihre aktuelle Position zu ermitteln.
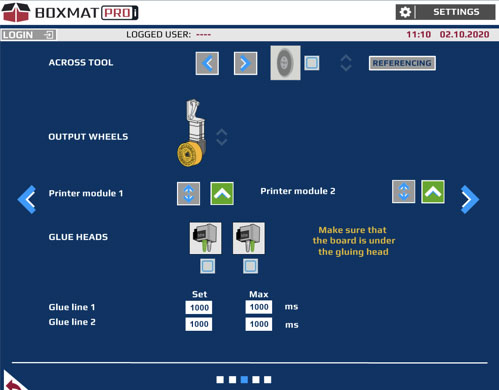
Abb.34. Bildschirm "Manuelle Bewegungen" (3/3)
60. ACROSS WERKZEUG ![]() die Tasten für die Handbuch Betrieb von das Querschneiden Messer:
die Tasten für die Handbuch Betrieb von das Querschneiden Messer:
 bewegt sich die Messer auf der linken Seite;
bewegt sich die Messer auf der linken Seite; bewegt sich die Messer nach rechts.
bewegt sich die Messer nach rechts.
61. Die Grafik zeigt die quer Schneidemesser. Pressen über die Bild wird aufheben oder unter die Messer. Die Senkung von die Messer ist angegeben von a grünes "Häkchen" ![]() .
.
62. REFERENZIEREN - diese Taste bewegt das quer schneidende Messer in die Home Position.
Wenn REFERENZEN Verfahren ist aktiv Hintergrundbeleuchtung von die Drucktaste ist auf.
63. Ausgabe Räder - Die Grafik zeigt die nicht quetschende Rolle. Durch Drücken von auf hebt oder senkt alle Ausgabewalzen.
64.Druckermodul 1 (Option):
 das Druckermodul nach oben/unten klappen 1.
das Druckermodul nach oben/unten klappen 1. oder
oder  gibt die Position des Druckermoduls 1 an.
gibt die Position des Druckermoduls 1 an.
65. Druckermodul 2 (Option):
- Heben Sie das Druckermodul an/ab 2.
- oder gibt die Position des Druckermoduls 2 an.
66. GLUE HEADS - die Grafiken zeigt zwei die Klebeköpfe . Durch Drücken von auf einer ausgewählten Grafik wird dieses Klebekopfventil geöffnet.
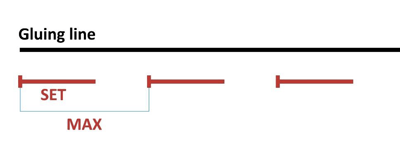
Abb.35. Die Einstellung der Klebelinie (Option)
67. Verkleben Linie 1 - Einstellen - Öffnen Zeit von die Verkleben Kopf für die Verkleben Linie 1 (Abb.35) (Option).
68. Kleben Linie 1 - MAX - Zyklus Zeit von der Kleben Kopf für die Kleben Linie 1 (Abb.35) (Option).
69. Verklebung Linie 2 - Set - Öffnung Zeit von die Verklebung Kopf für die Verklebung Linie 2 (Abb.35) (Option).
70. Kleben Linie 2 - MAX - Zyklus Zeit von der Kleben Kopf für die Kleben Linie 2 (Abb.35) (Option).
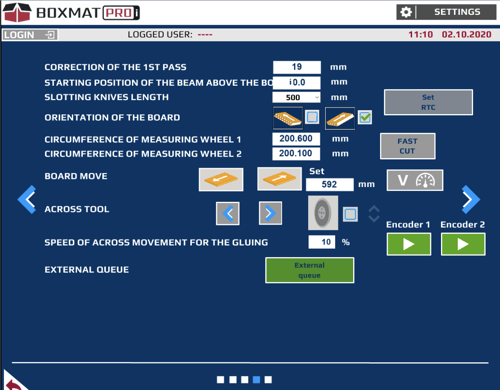
Abb. 36. Der Bildschirm "Maschinenparameter
71. Korrektur von der 1. Durchgang - dieser Parameter wirkt sich auf die Länge von der ersten Tafel von einer Box aus. Wenn eine Wartung stattgefunden hat, muss dieser Parameter möglicherweise geändert werden.
72. Ausgangsposition von der Balken über der Platte - Abstand zwischen Plattenoberfläche und Schlitzmesser als ein Startpunkt für die Bewegung des Balkens
73. Schlitzen Messer Länge - Länge von Schlitzen Messer montiert auf der Maschine
74. Ausrichtung des Brettes - schnelles oder sanftes Durchlaufen des Brettes im Zyklus
75.Umfang von Messrad 1 und 2 - der genaue Umfang von die Messräder.
76. Vorstand umziehen - ![]() Presse und halten zu umziehen die geriffelt Blatt in oder aus der Maschine. Presse
Presse und halten zu umziehen die geriffelt Blatt in oder aus der Maschine. Presse ![]() für vorwärts und
für vorwärts und ![]() für den Rückwärtsgang.
für den Rückwärtsgang.
77. Stellen Sie ein - die Strecke die Platine wird fahren nach Drücken der Encoder oder Encoder 2 Tasten, gemessen durch entsprechendes Messrad 1 oder 2
78. V - Geschwindigkeitsparameter - diese Schaltfläche öffnet das Pop-up Geschwindigkeit.
79. Pop-up Geschwindigkeit
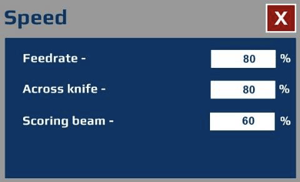
Abb.37. Pop-up Geschwindigkeit
80. Vorschub - Geschwindigkeit von der Bretter Bewegung in dem Zyklus.
81. Querschneider - Geschwindigkeit des Querschneiders im Zyklus.
82. Ritzen Strahl - Geschwindigkeit des Schlitz-/Ritzstrahls in dem Zyklus.
83. Über Werkzeug - ![]() die Tasten für das Handbuch Betrieb von die über Schneiden Messer:
die Tasten für das Handbuch Betrieb von die über Schneiden Messer:
- bewegt sich die Messer auf der linken Seite;
- bewegt sich die Messer nach rechts.
84. Die Grafik zeigt die quer Schneidemesser. Pressen über die Bild wird aufheben oder unter die Messer. Die Senkung von die Messer ist angegeben von a grünes "Häkchen" ![]() .
.
85. Geschwindigkeit von über Bewegung für die Verklebung - Geschwindigkeit von die quer Werkzeugbewegung für das Einbringen des Klebers in den Zyklus
86. Externe Warteschlange - ermöglicht die Arbeit von mit "Job Warteschlange"
87. Drehgeber 1 / 2 - aktiviert schließt Schleife steuert bis setzt Parameter für Messrad 1/2
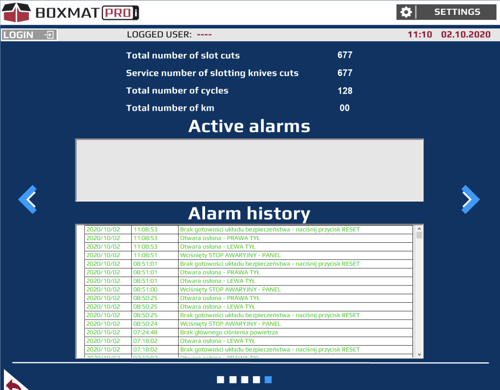
Abb. 38. Historie der Zähler und Alarme
88. Insgesamt Nummer von Steckplatz schneidet - die Nummer von schneidet gemacht von die Schlitzen Strahl seit Maschine Aufnahme.89. Service number of slotting knives cuts - die Anzahl der Schnitte, die der Schlitzbalken seit der letzten Wartung durchgeführt hat.
90. Gesamtzahl der Zyklen - die Anzahl der automatischen Arbeitszyklen seit Inbetriebnahme der Maschine.
91. Gesamtkilometerzahl - die Anzahl der von den Messgeräten gemessenen Kilometer der Wellpappe seit Inbetriebnahme der Maschine.
92. Aktive Alarme - zeigt aktive Alarme/Meldungen an
93. Alarmverlauf - die Aufzeichnung von Alarmen / Meldungen
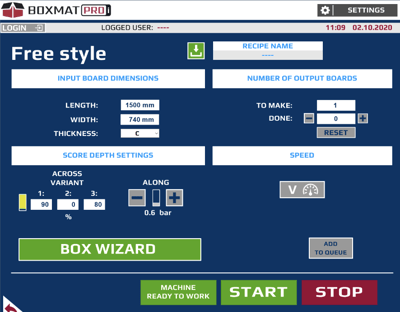
FEFCO"-BILDSCHIRME - BESCHREIBUNG AUF DER GRUNDLAGE DES STANDARDMODELLS 201
Nachfolgend sind die Funktionen aufgeführt, die in den Konfigurationsbildschirmen für das FEFCO 0201 Standardmodell verfügbar sind.
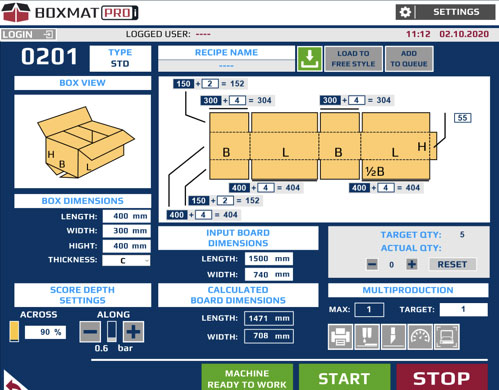
Abb. 39. Hauptbildschirm zur Einrichtung des FEFCO 201 STANDARD
94. 0201 - den ausgewählten FEFCO-Stil.
95. ![]() - spart die aktuell Box in die der Maschine Speicher mit die Name geschrieben in die REZEPT NAME Feld. Operation bestätigt mit Meldung "Rezept hinzugefügt."
- spart die aktuell Box in die der Maschine Speicher mit die Name geschrieben in die REZEPT NAME Feld. Operation bestätigt mit Meldung "Rezept hinzugefügt."
96. Laden auf Freestyle - kopiert die aktuelle Maschineneinstellung auf die Freestyle
97. Hinzufügen von zu Queue - fügt die derzeit eingestellte Box zu der Job Queue hinzu. Operation bestätigt mit Meldung "Order was added."
98. Abmessungen der Box - Innenabmessungen der erforderlichen Box
99. Dicke - Karton Welle Typ
100. Einstellungen der Punktetiefe - Über - Balken Punktetiefe Tiefe in %:
Die Einstellung der Tiefe der Gesamtpunktzahl sollte im Bereich von 0% bis 100% liegen:
- Wert 0% - ohne Wertung zwischen den Schlitzen;
- Wert 100% - maximale Rillentiefe zwischen den Schlitzen;
101. Ergebnis Tiefe Einstellungen - Entlang - + und - Tasten zum Einstellen von der Tiefe der Punkte auf dem Brett:
Die Einstellung für die Tiefe der Partituren sollte je nach Präferenz ausgewählt werden
102. Abmessungen der Eingabetafel - Länge und Breite der Eingabetafel
103. Berechnete Tafelmaße - Länge und Breite der benötigten Tafel
104. Zielmenge - die Anzahl der Kisten , die hergestellt werden .
105. Actual Qty - die Anzahl der Kartons bereits gemacht. Next to it, there is a RESET button used to reset the count. To modify quantity done counter, use PLUS/MINUS buttons.
Nach Abschluss der erforderlichen Anzahl von Kartons, hält die Maschine an. Um die Produktion fortzusetzen, muss die RESET-Taste gedrückt werden, da sonst kein neuer Zyklus gestartet werden kann.
106. Multiproduktion - Max - zeigt die Anzahl der aktuellen Kästchen , die aus produziert werden können die Länge des aktuellen Blattes.
107. Multiproduktion - Ziel - geben Sie die Anzahl der Boxen erforderlichen aus dem Blatt ein. Der Wert kann kleiner oder gleich dem MAX Wert sein.
108. Drucken - diese Schaltfläche öffnet ein Pop-up-Fenster zum Einstellen der Druckparameter (Option).
109. Kleben - diese Schaltfläche öffnet ein Pop-up um eine Reihe Parameter des Klebens (Option).
110. Pop-up-Klebung
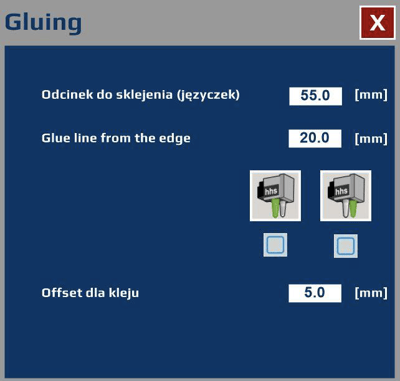
Abb.40. Pop-up-Verklebung
111. Klebelasche - kleben klappe länge
112. Klebelinie von der Kante - Klebelinie Position von der Vorderseite Kante des Bartes
113. Kleben von Köpfen - wählen Sie einen oder zwei Köpfe aus, um während des Zyklus zu betreiben
114. Versatz für Kleber - Versatz zwischen Längsrillen und Kleber Linie
115. Abschneiden - diese Schaltfläche öffnet ein Pop-up, um eine Abschneideseite einzustellen
116. Von die linke und rechte Seite - den Schrott von beiden Seiten abschneiden
117. Von die rechte Seite - Abschneiden von die Schrott von die rechte Seite von die Eingangstafel
118. V - Geschwindigkeit Parameter - diese Schaltfläche öffnen das Pop-up Geschwindigkeit beschrieben in 7.2.79
119. Scannen - diese Schaltfläche öffnet ein Pop-up und startet das Verfahren des Herunterladens von Daten von einem externen Scanner
120. Maschine eingerichtet - dies zeigt an, dass nicht alle Informationen eingegeben wurden oder die Maschine nicht eingerichtet ist.
121. Maschine Einstellen - Einrichten Einrichten der Maschine bis Parameter einstellen
122. Maschine einsatzbereit - Maschine wird eingerichtet bis Parameter einstellen
123. Start - startet die automatische Box Produktion im aktuellen Stil
124. Stop - stoppt die Maschine NACHDEM die ganze Platte durchlaufen hat
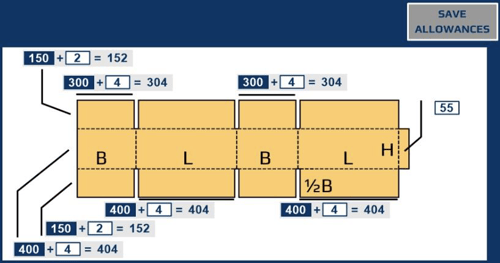
Abb. 41. Einrichtungsbildschirm des FEFCO 201 STANDARD - erweiterte Einstellungen
125. Blau Feld - aktueller Wert von das Feld Tafelmaß ohne Zugaben
126. Weiß Feld - Zulage Wert
127. Graues Feld - Gesamtwert der Tafel Dimension
SAVE ALLOWANCES button - durch Drücken von the button saves the allowances into the allowances database. Die Änderungen, die an den Zulagen vorgenommen hat, werden bis nach dem Verlassen des Stils auf ihre vorherigen Werte zurückgesetzt. Um die Zugaben dauerhaft zu speichern, drücken Sie die SAVE ALLOWANCES Taste für ca. 1 Sekunde, die gespeicherten Zugaben werden durch die Meldung "Allowances added" bestätigt.
Die Schaltfläche ist nach dem Einloggen in das Betreiberkonto aktiv
ALARME, FEHLERMELDUNGEN und FEHLER.
Wenn die Maschine nicht funktioniert, wenn erforderlich ist, ist es wahrscheinlich , dass etwas übersehen wurde. diesem Fall werden Fehlermeldungen auf dem HMI Panel angezeigt.
NOTFALL STOPP - die Maschine wurde gestoppt durch Betätigung der NOTFALL STOPP Taste oder einer von der Endschalter an den Schutzabdeckungen, um den Grund für diesen Alarm zu beseitigen, überprüfen Sie ob alle die Maschinen Abdeckungen und Gehäuse richtig geschlossen oder drehen den Pilz Not-Aus Schalter im Uhrzeigersinn (er wird entriegelt). Drücken Sie dann die grüne RESET-Taste .
NIEDRIGER LUFT DRUCK - kein oder zu niedriger Luft Druck in dem pneumatischen System. Es sollte sichergestellt werden, dass die Maschine an das Druckluftsystem mit einem geeigneten Druck angeschlossen ist, und dann ein geeigneter Druck in der Maschine durch Drehen des Reduktionsventils von des Druckluft Aufbereitungssystems eingestellt werden sollte.
ZU NIEDRIGERLUFTDRUCK FÜR RILLEN- zu niedriger oder zu hoher Luftdruck für Längsrillen. Der Alarm wird mit der RESET-Taste gelöscht.
ERROR SERVO DRIVE - BOARD - signalisiert das Auftreten eines Alarms auf dem Servoantrieb des Fahrmotors. Der Alarm wird mit der RESET-Taste gelöscht.
ERROR SERVO DRIVE - LEFT CREASING BEAM - signals the occurrence of an alarm on the left servo drive of the creasing beam motor. The alarm is deleted with the RESET button.
FEHLER SERVO ANTRIEB- RECHTS KNICKEN BALKEN - meldet das Auftreten von einen Alarm auf den rechten Servo Motor von den knickenden Balken. Der Alarm wird mit der RESET Taste gelöscht.
FEHLER SERVO ANTRIEB - RILLEN ROLLEN UND MESSER - signalisiert das Auftreten von eines Alarms auf dem Servo Antrieb von Messern und Falten. Der Alarm wird mit der RESET-Taste gelöscht.
ERROR SERVO DRIVE - ACROSS KNIFE - signalisiert ein Problem mit dem Servo-Antrieb des transversalen Messer Motors. Der Alarm wird mit der RESET Taste gelöscht.
RILLEN ROLLEN RILLEN FEHLER - signalisiert ein Problem mit der präzisen Positionierung der Rillwalzen an den Positionen eingestellt. Der Alarm wird mit der RESET Taste auf dem HMI Touch Panel gelöscht.
MESSER ABSTIMMUNG FEHLER - signalisiert ein Problem mit der präzisen Positionierung der Längsmesser an den Positionen eingestellt. Der Alarm wird mit der RESET Taste auf dem HMI Touch Panel gelöscht.
FEHLER WÄHREND REFERENZIEREN ODER ABSTIMMEN DES ENTLANG WERKZEUGGRIFFS - signalisiert ein Problem mit Referenzierung oder Positionierung des Längs Werkzeugschlittens. Der Alarm wird mit der RESET-Taste gelöscht.
FEHLER WÄHREND REFERENZIERUNG ODER POSITIONIERUNG DER ACROSS - zeigt ein Problem mit Referenzierung oder Positionierung von der Quer Werkzeug an. Der Alarm wird mit der RESET Taste gelöscht.
FEHLER WÄHREND REFERENZIERUNG ODER POSITIONIERUNG DES RILLENDEN STRAHLENS - signalisiert ein Problem mit Referenzierung oder Positionierung von des RILLENDEN STRAHLENS. Der Alarm wird mit der RESET Taste gelöscht.
LINKSFÜHRER SETUP FEHLER - signalisiert ein Problem mit der genauen Positionierung von des Begrenzers in der eingestellten Position. Der Alarm wird mit der RESET Taste gelöscht.
SCHLITZEN MESSER SETUP FEHLER - signalisiert ein Problem mit der präzisen Positionierung von der schlitzenden Messer in der eingestellten Position. Der Alarm wird mit der RESET Taste gelöscht.
SCHLITZEN MESSER FEHLER - ENDE POSITION ERREICHT - signalisiert , dass die Maschine die Mindestposition für die Schlitzmesser während ihrer Einstellung erreicht hat. Der Alarm wird mit der RESET-Taste gelöscht.
SCHLITZEN MESSER FEHLER - RILLEN BALKEN NICHT REFERENZIERT - Einstellung von der Schlitzen Messer ist möglich nachdem der RILLEN Balken referenziert wurde. Der Alarm wird mit der RESET-Taste gelöscht
MACHINE SETTING FAULT - signalisiert eine falsche Einstellung der Maschine für den Produktionszyklus. Der Alarm wird mit der RESET-Taste gelöscht
NOT ENOUGH OF CREATING ROLLS - signalisiert , dass die Anzahl der Längsrillung Art für eine bestimmte Box nicht ausreicht.
NICHT AUSREICHEND VON ENTLANG SCHNEIDEN MESSERN - signalisiert , dass die Anzahl der Längsmesser nicht ausreicht , um einen bestimmten Kasten herzustellen.
NOT POSSIBLE TO SET UP CREASING ROLL [1...8] - the dimensions of the box introduced prevent the spacing of creases in a given position due to the required minimum distance between the tools. Wenn diese Meldung auftritt, die Ausrichtung von der Werkzeuge ändern oder die Abmessungen von der Box erhöhen. Der Mindestabstand zwischen den Werkzeugen ist in der Anlage enthalten. Der Alarm wird mit dem RESET xml-ph-0030@d gelöscht
SET POSITION AUSSEN ARBEITSBEREICH BEREICH - KREUZEN ROLLEN [1...8] - signalisiert die Einstellung von der Längsfalte in einer unzugänglichen Zone. Der Alarm wird mit der RESET-Taste gelöscht.
NOT POSSIBLE TO SET UP ALONG KNIFE [1...8] - dimensions of the box entered prevent the spacing of knives in a given position due to the required minimum distance between the tools. Wenn diese Meldung auftritt, die Ausrichtung von der Werkzeuge ändern oder die Abmessungen von der Box erhöhen. Der Mindestabstand zwischen den Werkzeugen wird in der Anlage angezeigt. Der Alarm wird gelöscht mit dann RESET xml-ph-0030@dee
SET POSITION AUSSERHALB ARBEITSBEREICH BEREICH - ENTLANG MESSER [1...8] - signalisiert die Einstellung des längs Messers in einer unzugänglichen Zone. Der Alarm wird mit der RESET-Taste gelöscht.
CAN'T SETUP CREASING ROLLS - signalisiert einen Versuch , den Längsfalz in einen unzugänglichen Bereich zu setzen. Der Alarm wird mit der RESET-Taste gelöscht.
CAN'T SETUP ENTLANG SCHNEIDEN MESSER - signalisiert einen Versuch , das Längsmesser in einem unzugänglichen Bereich einzustellen. Der Alarm wird mit der RESET-Taste gelöscht.
FALSCHE DATEN FÜR DIE AKTIONEN VON ROLLEN - meldet wenn die längliche Aktion zu kurz für die längliche Falte ist. Der Alarm wird mit der RESET-Taste gelöscht.
FALSCHE DATEN FÜR DIE AKTIONEN VON ENTLANG MESSERN - signalisiert eine zu kurze längliche Aktion für das längliche Messer. Der Alarm wird mit der RESET Taste gelöscht.
FALSCHE DATEN FÜR DIE AKTIONEN VON ÜBER WERKZEUG - signalisiert eine zu kurze quer Aktion für das quer Werkzeug. Der Alarm wird mit der RESET Taste gelöscht.
KEIN SIGNAL dass ACROSS MESSER IST IN ABWÄRTS POSITION oder KEIN SIGNAL dass ACROSS MESSER IST IN AUFWÄRTS POSITION - signalisiert eine falsche Position von dem querliegenden Messer. In Reihenfolge um die Ursache zu beseitigen, die Luftzufuhr zum Stellantrieb, den Betrieb des induktiven Sensors , der sich auf dem Stellantrieb befindet und den mechanischen Betrieb des Stellantriebs ohne Luftzufuhr zum Stellantrieb überprüfen. Der Alarm wird mit der RESET-Taste gelöscht.
RILLEN ROLLEN UND MESSER SUCHEN FEHLER - ein Alarm tritt während des Suchvorgangs für Rillungen und Messer auf. Überprüfen Sie das Antriebssystem verantwortlich für den Abstand von Rillungen und Messern. Der Alarm ist xml-ph-0030@deep
WRONG NUMBER OF BOARDS TO MAKE - signalisiert ein Eingabeformat , das im Verhältnis zu dem berechneten Format zu kurz ist.
INPUT BOARD TOO SHORT - signalisiert einem Eingang Format , dass zu kurz im Verhältnis zu dem berechneten Format ist. Der Alarm wird mit der RESET-Taste gelöscht.
INPUT BOARD TOO NARROW - signalisiert ein Eingangsformat das im Verhältnis zum berechneten Format zu schmal ist. Der Alarm wird mit der Taste RESET gelöscht.
INPUT BOARD TOO LONG - meldet , dass die Länge von das Eingangsformat mehr als 9000 mm beträgt. Der Alarm wird mit der RESET Taste gelöscht.
INPUT BOARD TOO WIDE - signalisiert, dass die Breite des Eingangs format mehr als 2400 mm beträgt. Der Alarm wird mit der Taste RESET gelöscht.
Es gibt PROBLEM MIT KARTON BEWEGUNG - signalisiert das Auftreten eines Alarms wenn das Format verrutscht in der Maschine. Der Alarm wird mit der RESET Taste gelöscht.
BOARD INNEN VON DER MASCHINE - die Meldung erscheint nach Drücken von der START Taste oder der HOME Taste (die Guillotine Homing Taste in dem EINSTELLUNGEN Fenster) wenn ein Karton Schachtel oder ein anderes Objekt unter dem Eingang oder Ausgang Laser Sensor liegt und diesen aktiviert . Der Alarm wird mit der RESET-Taste gelöscht.
NOT-HALT STOPP IST GEDRÜCKT - STEUERUNG BEDIENFELD HMI oder NOT-HALT IST GEDRÜCKT - RÜCKEN oder NOT-HALT STOPP IST GEDRÜCKT - RECHTESEITE - die Meldungen zeigen an, dass einen der Sicherheitsschalter auf xm Der Alarm wird mit der RESET Taste gelöscht.
SAFETY GUARD IS OPENED - LEFT FRONT or RIGHT FRONT or LEFT REAR or RIGHT REAR or LEFT REAR AT THE BOTTOM OR LEFT REAR AT THE BOTTOM - a message indicates the opening xml-ph-0031@deepl.i Um den Alarm zurückzusetzen, schließen Sie die Abdeckungen und drücken Sie die RESET Taste.
FENSTER IST GEÖFFNET - LINKS oder FENSTER IST GEÖFFNET - RECHTS -die Öffnung von ein Fenster befindet sich auf der Seite Wand der der Maschine. Um den Alarm zurückzusetzen, schließen Sie das geöffnete Fenster und drücken Sie die RESET-Taste
REAR LEFT SAFETY GUARD NOT BLOCKED oder REAR RIGHT SAFETY GUARD NOT BLOCKED - signalisiert, dass das Schloss nicht geschlossen ist. Um den Alarm zurückzusetzen, drücken Sie die RESET-Taste .
8.0 Wartung
Allgemeine Hinweise
Die Maschinenbediener können die meisten grundlegenden Wartungsarbeiten und vorbeugenden Inspektionen problemlos durchführen, da die Maschine so konstruiert und gebaut ist, dass sie mit einem Minimum an Wartung auskommt, um die Stillstandszeiten zu reduzieren.
Es wird jedoch dringend empfohlen, einige der oben genannten Arbeiten von qualifizierten und erfahrenen Servicetechnikern des Herstellers durchführen zu lassen (dies gilt vor allem bei Maschinenstörungen).
Komplexe Wartungs- und Reparaturarbeiten sollten nicht ohne vorherige Genehmigung des Eigentümers oder Herstellers durchgeführt werden.
Es wird empfohlen, ein Maschinenreparaturprotokoll zu führen, in dem Datum und Art der Reparaturen sowie die vorbeugenden Wartungsmaßnahmen festgehalten werden.
Greifen Sie unter keinen Umständen in die Maschine, ohne alle Vorkehrungen zu treffen, um das Risiko auszuschließen, indem Sie die Strom- und Luftzufuhr unterbrechen.
Insbesondere bei Wartungsarbeiten oder anderen manuellen Tätigkeiten, die im Rahmen von vorbeugenden Inspektionen erforderlich sein können, dürfen keine Körperteile in reale und vorhersehbare Gefahrenzonen gebracht werden, bevor mögliche und vorhersehbare Notfallsituationen beseitigt sind.
 ACHTUNG! Arbeit durchgeführt in die Zonen von Füttern, Schneiden oder Punktevergabe Systeme sollte sein durchgeführt nur durch qualifiziertem Personal und nur nach unter alle Vorsichtsmaßnahmen Maßnahmen. Unter die über erwähnt Zonen die höchsten Ebene von potenziellen Körperverletzungen ist möglich.
ACHTUNG! Arbeit durchgeführt in die Zonen von Füttern, Schneiden oder Punktevergabe Systeme sollte sein durchgeführt nur durch qualifiziertem Personal und nur nach unter alle Vorsichtsmaßnahmen Maßnahmen. Unter die über erwähnt Zonen die höchsten Ebene von potenziellen Körperverletzungen ist möglich.
Alle Bediener der Maschine , die Wartungsarbeiten oder vorbeugende Tätigkeiten durchführen, müssen immer Schutzkleidung und rutschfeste Stiefel tragen, um das Risiko des Ausrutschens/Stürzens zu begrenzen.
Bevor irgendeine Arbeit an der Maschine ausführt, immer überprüfen , dass Manschetten richtig geknöpft sind, mit Reißverschlüssen um die Handgelenke oder ordentlich hochgesteckt sind. Das Personal sollte immer daran denken seine Haare davor zu schützen, dass von Walzen und Bändern in die Maschine gezogen werden.
Alle Wartungs- oder Reparaturarbeiten sollten nur von qualifiziertem Personal durchgeführt werden, das geschult ist, Maschinenstörungen zu interpretieren, Diagramme installierter Systeme und technische Zeichnungen in einer Art und Weise lesen kann, dass alle möglichen Demontage oder Montage Verfahren in Verbindung mit Standard Wartungsarbeiten professionell durchgeführt werden und, vor allem sicher durchgeführt werden .
![]() ACHTUNG! Schaltkasten Inspektion und elektrisch Systeme Wartung kann sein durchgeführt nur von zertifiziert Elektriker mit gültigen Ausbildung.
ACHTUNG! Schaltkasten Inspektion und elektrisch Systeme Wartung kann sein durchgeführt nur von zertifiziert Elektriker mit gültigen Ausbildung.
![]() ACHTUNG! Unter keine Umstände sollte jede von die Wartung, Reparatur oder Vorbeugung Aktivitäten sein durchgeführt wenn die Maschine ist betrieben oder ist verbunden mit einer Macht Angebot Einheit.
ACHTUNG! Unter keine Umstände sollte jede von die Wartung, Reparatur oder Vorbeugung Aktivitäten sein durchgeführt wenn die Maschine ist betrieben oder ist verbunden mit einer Macht Angebot Einheit.
Präventivprogramm, Regelmäßige Inspektion
UNTER ZU ANFANG EINER JEDEN ARBEITSSCHICHT CHECK WENN:
- Der Arbeitsbereich ist sauber, übersichtlich und sicher;
- Prüfen Sie die Menge an festen Verunreinigungen, undichten Stellen, und Staub , der sich in/auf der Maschine und allen ihren Bauteilen ablagert, wenn nötig reinigen sie mit einem Staubsauger oder einer Druckluftpistole ;
- Reinigen Sie den Boden Messer in die Arbeitsplatte;
- Prüfen Sie visuell das Schließen aller Schutzabdeckungen ;
- ein ausreichendes Niveau der Beleuchtung ist für den Arbeitsraum vorgesehen;
- Prüfen Sie die Wirksamkeit von Sicherheitsschaltern (NOT-HALT ), Endschaltern zum Schutz von beweglichen Abdeckungen und Sicherheitsverschlüssen ;
- Prüfen Sie NACH 100 BETRIEBSSTUNDEN der Maschine - oder oder wöchentlich:
- Korrekte Befestigung und Anziehen der tragenden Schrauben; Überprüfung der Spannung des Transportantriebs Riemens;
- Reinigen Sie den Filter in die Luftaufbereitungseinheit
- Prüfen Sie NACH 1,000 ARBEITEN STUNDEN von der Maschine - oder jede 3 Monate:
- Überprüfung Wirksamkeit von der elektrischen Stromschlag Schutz
- Sichtprüfung Zustand der mechanischen Komponenten
- alle Schraubverbindungen festziehen
- Prüfen Sie den Zustand von den Basis Kontakt Elemente (Schütze, Relais), ersetzen Elemente mit verschlissenen Anschlussflächen .
9.0 Arbeits- und Sicherheitsvorschriften
Die eingebauten Sicherheitsfunktionen innerhalb der Maschine sind entwickelt worden, um jegliche Ausfälle zu minimieren und um sicherzustellen, dass die Sicherheitsanforderungen erfüllt um das Verletzungsrisiko zu minimieren, indem ein hohes Niveau von xml-ph-0030@dee
Die Maschine hat viele integriert Sicherheit Funktionen für die Schutz von Bedienern und anderem Personal einschließlich:
- zeitverzögert Feuer Schutz;
- Grenze Schalter zum erkennen offene/unsichere Abdeckungen und Schutzvorrichtungen;
- Sicherheitsschloss mit a verriegelung
- Abklingen Phase Sensor;
- Abdeckungen und Schutzvorrichtungen auf Schutz vor beweglichen Teile der Maschine Maschine;
- leicht zugänglich NOTFALL STOPP Taste installiert auf der Haupt Bedienfeld;
- zusätzlicher Schutz Systeme implementiert in der Maschine Steuerungsalgorithmus um anzuhalten die Maschine in potenziell gefährlichen Situationen;
- die Maschine Konstruktion entworfen unter bietet die maximale Ebene von Sicherheit für seine Betreiber.
Grundlegende Sicherheitsregeln
Fragen im Zusammenhang mit Sicherheit Regeln und der Bewertung von potentiellen Risiken , die sich aus Mensch-Maschine Kontakt ergeben, wurden gründlich in früheren Kapiteln von diesem Service Handbuch in behandelt, die ähnliche Situationen waren Allerdings ist die Bedeutung der Sicherheit des Personals so tiefgreifend , dass der Hersteller die Informationen hier noch einmal wiederholt hat.
- Alle BOXMAT PRO Betreiber müssen sein kennen mit allgemein Sicherheit Regeln, die in der industriellen Arbeitsplätzen.
- Unter um auf durchzuführen die optimale und sicher Maschine Gebrauch, dieses Servicehandbuch sollte sein. lesen gründlich und die Benutzer ist streng empfohlen auf zu folgen. alle die Anweisungen mit besonderem besonderes Augenmerk auf Sicherheit und Warnung Zeichen.
- Die Website endgültige rechtliche und finanzielle Verantwortlichkeiten für alle und alle mögliche Ereignisse aus von entweder der Unwissenheit von der Textes von dieser Service Handbuchs oder die Sicherheits und Arbeitsplatz Vorschriften liegt auf der Erwerber. Es ist VOLLSTÄNDIG UND UNBEDINGT OBLIGATORISCH auf zu lesen und zu lesen und zu befolgen. diese Anweisungen.
- Auf der Grundlage von der Textes enthalten in diesem Service Handbuch und die Wissen aus von der Hersteller eigenen Produkt Technologie Erfahrung, der Käufer ist streng verpflichtet zu arbeiten auszuarbeiten. ihre eigene ARBEIT ARBEITSANWEISUNGEN für ihre eigene Maschinenbediener.
- Jeder Betreiber sollte lesen. den Text von dieser Service Handbuch vor der Durchführung jegliche Arbeiten unter der Maschine und sollte lesen. jede ARBEIT ANWEISUNG LESEN.
- Unter keine Umständen sollte die Maschine werden betrieben werden von ungeschultem Personal bedient werden. Die Maschine Bediener müssen sein vertraut sein mit der Gesundheit am Arbeitsplatz und Sicherheit Vorschriften, und mit a besonderen Schwerpunkt auf die Risiko geschaffen durch der Maschine.
- Regelmäßig Vorbeugende Inspektion von der Brandschutzes Brandschutzes Systems muss werden durchgeführt werden in der betriebenen Maschine. Der Käufer ist vollständig verantwortlich Vorkehrungen zu treffen für die Durchführung einer solchen Inspektion
- Laut unter der den Empfehlungen des Herstellers Empfehlungen, die Maschine sollte sein installiert werden. in der industriellen Umgebung nur.
- Leben bedrohlich Niveau von hohe Leistung Netz Spannung von 3 x 480 VAC, 50/60 Hz wird geliefert an die Maschine. Unter a Ergebnis, alle Dienst oder Präventivmaßnahmen sollten werden durchgeführt werden nur von gut geschultem Personal mit Qualifikationen erforderlich nach Gesetz.
- UNTER KEINE UMSTÄNDEN sollte irgendwelche Maßnahmen die zur Verringerung der Maschine Sicherheit Status (wie wie Sperrung Master Schalter oder Entfernen von Abschirmungen usw.) werden durchgeführt durch der Erwerber oder Betreiber
- Jede Wartung oder andere Tätigkeiten durchgeführt wenn die Maschine ist läuft oder wenn unter a abgesenkt Standard von Maschine . (während die Schilde sind geöffnet oder wenn die Sicherheit Schalter sind entschärft) muss sein. gehalten werden eine absoluten Minimum beschränkt werden, bevor den vollen Status der Sicherheit wiederhergestellt ist.
- UNTER KEINE UMSTÄNDEN sollte die Maschine werden zusammengebaut werden, demontiert oder transportiert durch unqualifiziertem Personal oder die die nicht vertraut sind mit der Sicherheit Regeln enthalten in dieser Service Handbuch enthaltenen Regeln als die besagte Tätigkeiten führen können zu einem Unfall oder können werden. die Ursache für finanziellen Verluste werden.
- Die der Maschine ersten Inbetriebnahme sollte werden durchgeführt werden unter der Anwesenheit und unter der Aufsicht von des Auftragnehmers Beauftragten.
- Die der Maschine Test Verfahren, implementiert immer vor der Käufer ist unter die Phase von vollständigen Nutzung von der Maschine, muss werden durchgeführt nur von einer autorisierten Person durchgeführt werden.
- Jede Änderung von einer Teils, oder Nutzung, von der Maschine die ist inkonsistent mit der beschrieben in dieser Service Handbuch beschriebenen kann führen zu Maschine Ausfällen führen oder werden die Ursache eines Unfall.
- Die der Maschine Arbeitsparameter wurden voreingestellt durch die Hersteller in der meisten optimal Weise durch unter die eingebauten Rollen, Schneiden oder Ritzwerkzeuge und elektronische Steuerung Systeme. Jede Änderung auf der der Maschine Arbeit . ohne die Hersteller Kenntnis und Erlaubnis kann dazu führen zu einem Unfall oder schlechter Leistung führen.
Sicherheitsbedingungen für das Personal, das die Maschine direkt bedient
![]() ACHTUNG! An verhindern. seriös Verletzung, es ist Wesentlich dass alle deckt und Wachen sind gehalten in Ort zu schützen Personal von die Gefahren Gegenwart von Umzug Schächte, Klingen, Messer, usw. bei der Bedienung dieser Maschine zur Herstellung von Schachteln.
ACHTUNG! An verhindern. seriös Verletzung, es ist Wesentlich dass alle deckt und Wachen sind gehalten in Ort zu schützen Personal von die Gefahren Gegenwart von Umzug Schächte, Klingen, Messer, usw. bei der Bedienung dieser Maschine zur Herstellung von Schachteln.
- Sie ist empfohlen dass alle und alle Personal arbeiten mit dieser oder einer anderen Maschinen sollte sein. geschult werden und ausgestattet um anzubieten. erste Hilfe Hilfe zu leisten Personen zu helfen, die Fall von Stürzen oder Unfällen.
- Der Bereich um dieser oder jede Maschine sollte nicht sein. blockiert werden durch keine Hindernisse oder Abfall Produkt während seiner regulären Arbeit Zyklus als diese kann Stolperfallen verursachen, Ausrutschen, Stürze oder andere Unfälle.
- Die NOTFALL STOP Taste ist konzipiert auf werden drücken auf jede jederzeit, insbesondere wenn eine Not Abschaltung ist unverzüglich erforderlich ist.
- UNTER KEINE UMSTÄNDEN sollte jeder bewegliche Teile von der Maschine berührt werden wenn arbeiten.
- UNTER KEINE UMSTÄNDEN sollte ein Wasser auf Wasserbasis Feuer Feuerlöscher Ausrüstung werden verwendet auf oder in der Nähe von der Maschine. Verwenden Sie nur lizenzierte nicht wasserbasierte Brandbekämpfungsmittel und Brandgefahr Schutz Produkte.
- UNTER KEINE UMSTÄNDEN sollte eine Wachen oder Abdeckungen werden während der Maschine Arbeit Zyklus.
- UNTER KEINE UMSTÄNDEN sollte die Betreiber stehen. oder klettern auf die Schutzvorrichtungen oder Abdeckungen.
- UNTER KEINE UMSTÄNDEN sollte die Betreiber stehen. oder klettern auf die Schutzvorrichtungen oder Abdeckungen.
- UNTER KEINE UMSTÄNDEN sollte jedes Öl, Lösungsmittel oder andere ätzende oder giftige Stoffe sein erlaubt zu in Kontakt Kontakt mit der Maschine.
- UNTER KEINE UMSTÄNDEN sollte Handy Handys verwendet werden. verwendet werden in der Nähe von der Maschine direkt Umgebung.
- UNTER KEINE UMSTÄNDEN sollte nackt Flammen werden verwendet werden in der Maschine direkt Umgebung.
- UNTER KEINE UMSTÄNDEN sollte Zigaretten werden geraucht werden in der Maschine direkt Umgebung.
- UNTER KEINE UMSTÄNDEN sollte Alkohol werden konsumiert werden in der Maschine direkt Umgebung noch sollte Personal unter der Einfluss von Alkohol betreiben Sie die Maschine.
- UNTER KEINE UMSTÄNDEN sollte Personal konsumieren Mahlzeiten in der Maschine direkt Umgebung.
- IT IST ESSENTIAL unter zu verwenden. ALLE Abdeckungen und Schutzvorrichtungen entworfen für die Maschine.
- IT IST ESSENTIAL dass alle Unfälle oder Maschine Ausfälle sollte sein unverzüglich gemeldet an die Leitung gemeldet werden.
- IT IST ESSENTIAL unter zu verwenden geeignete Arbeit Kleidung auf zu begrenzen. die Möglichkeit von zu begrenzen. verheddern oder gezogen in der Maschine.
- ES IST ESSENTIAL auf Schutzhandschuhe zu tragen Handschuhe während Bedienung der Maschine zu tragen.
- ES IST ESSENTIAL auf rutschfestes, sicheres Schuhwerk zu tragen.
- ES IST ESSENTIAL zu verwenden Haar Abdeckung zu verwenden, um die die Möglichkeit von werden. verheddern oder gezogen in die Maschine.
- IT IST ESSENTIAL unter aufrechtzuerhalten. die Boden um der Maschine Reinigen Sie und klar von allen Verschmutzungen und Abfall Material.
- ES IST ESSENTIAL unter verwenden Gehör Gehörschutz.
- IT IST EMPFOHLEN auf zu verwenden. die NOTRUF STOPP Taste wenn es ist a Situation in der die Maschine oder der Bediener sind unter Gefahr.
- Nachlässigkeit Umgang mit von der Maschine während Transport und/oder Umsiedlung kann zu zu schweren Verletzungen oder Unfällen führen.
- Nur geeignet geschultes Personal unter besondere Vorsichtsmaßnahmen Maßnahmen durchführen kann bestimmte Aufgaben innerhalb der Maschine ausführen. Unter diesen Bereichen gibt es ist erhöhte Risiko von schweren Verletzungen.
- Unter keine Zeitpunkt sollte Betreiber besteigen die Maschine steigen.
- Die Schaltkasten Türen sollten immer sein geschlossen auch wenn die Maschine ist nicht im Betrieb.
- Die Maschine Bediener werden dringend empfohlen nur zu arbeiten in der sicheren Arbeits Arbeitsbereich zu arbeiten, der in der nachstehenden Zeichnung skizziert ist:
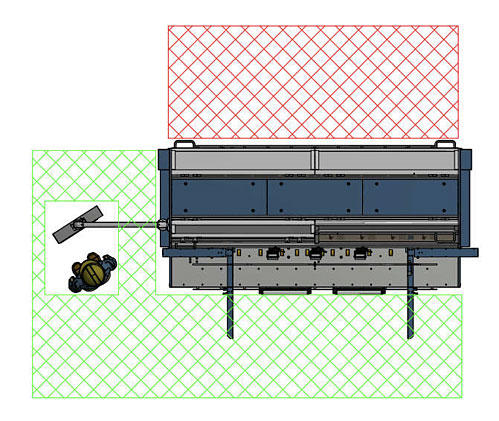
Abb. 42. Tolerierbare Grenzen der Arbeitszone während des Arbeitszyklus, der von Boxmat PRO durchgeführt wird. Der Bereich, in dem sich die Bediener der Maschine nicht aufhalten und ihre Aufgaben an der Maschine ausführen dürfen, wurde mit roter Farbe markiert - der Freiraum um die Maschine sollte mindestens 59" betragen.
Regeln für die Sicherheit am Arbeitsplatz bei Wartungs-, Reparatur- und Vorbeugungsarbeiten
- UNTER KEINE UMSTÄNDEN sollte ein Wartung, Wartung oder Vorbeugung Maßnahmen werden durchgeführt ohne vollständig Abtrennung vom Versorgungs Netz
- UNTER KEINE UMSTÄNDEN sollte die Maschine werden geschmiert werden, gereinigt oder gewartet werden, während es ist in Betrieb.
- Schaltkasten und elektrische Systeme Wartung kann werden durchgeführt werden nur durch entsprechend geschult und qualifizierten Elektroingenieuren durchgeführt werden.
- Unter keine Umständen sollte die Maschine Wartung werden durchgeführt werden von unqualifizierten oder unerfahrenen Ingenieure die sind nicht vertraut sind mit der Maschine elektrische Verdrahtung.
- Personal Durchführung Wartung Tätigkeiten sollte tragen geeignete Schutzkleidung Kleidung tragen.
- Unter keine Umständen sollte die elektrische System werden geändert werden in in irgendeiner Weise.
- Die Türen von der Steuerung Systems Schrank sollte sein. immer verschlossen und nur autorisiertes Personal sollte haben Zugang zum Schlüssel haben.
Zusammenfassung
Geeignet Maßnahmen sollte werden ergriffen werden während Maschine Betrieb, ihrer Transport und Montage Verfahren, und die Reparatur, Wartung und Vorbeugung Routinen, um zu verhindern die folgenden Situationen:
- Die Maschine sollte nicht werden verwendet werden jede Weise andere als beschrieben hierin beschrieben;
- Die Maschine sollte nicht werden angeschlossen elektrisch mit Nichtbeachtung an der Bestimmungen enthalten hierin enthaltenen Bestimmungen;
- Die Maschine sollte nicht werden verwenden unsachgemäß oder verwendet von ungeschultem Personal;
- Die Maschine sollte nicht werden verwendet werden mit ungeeigneten Materialien;
- Es muss sein. ausreichend geeignete Wartung;
- Dort muss sein. keine unbefugte Änderungen oder Umbauten durch unqualifiziertes oder ungeschultes Personal;
- Es darf keine Verwendung von nicht-originalen Ersatzteile Teile;
- Dort muss sein. keine Personal Tätigkeiten die gegen verstoßen das Gesetz und/oder die Vorschriften anwendbar für den Arbeitsplatz, unter sowie sowie die Bestimmungen enthalten unter diesem Servicehandbuch enthaltenen Bestimmungen.
10.0 Elektrische Dokumentation
10.1 STROM SUPPLY PARAMETER - TECHNISCH DATENVersorgung Spannung 3 x 230 VAC; 50/60 Hz
Steuerung Spannung 24 VDC
Maximale Leistung Verbrauch 5,5 kW
10.2 VERZEICHNIS DER ELEKTRISCHEN APPARATSiehe Beilage.
10.3 VERDRAHTUNG DIAGRAMMSiehe Beilage.
11.0 Pneumatische Dokumentation
11.1. TECHNISCHE DATEN
Arbeitsdruck 0,6 - 0,8 MPa
Filtrationsgenauigkeit 20 μм
Erforderliche Klasse des Arbeitsmittels Aktivität
4-4-4 gemäß der Norm ISO8573-1
11.2 PRINZIP DER ARBEITSWEISE
Das Arbeitsmedium welches dem System mit der Hilfe des Druckreduzierventils unterliegt dem der anfänglichen Filtration und dann dem Reduktionsverfahren durch dem es wird reduziert auf xml-ph-0030@deepl.in Dann mit der Hilfe von Verteilerventil gesteuert durch das elektropneumatische System das Medium wird an den entsprechenden Servomotor geliefert und als ein Ergebnis der besagte Servomotor wird in Bewegung gesetzt. Schließlich wird die Servomotor Bewegung die Verlagerung der Rasierklinge bewirken, aufgrund derer der Klebstoff Klappe abgeschnitten werden wird.
![]() ACHTUNG! Die Käufer ist stark beraten zu pflegen. die angemessene 4-4-4 Klasse von Luft Sauberkeit gemäß zu ISO8573-1 Anforderungen sogar obwohl die Hersteller ausgestattet die Maschine im Druckluft Vorbereitung System.
ACHTUNG! Die Käufer ist stark beraten zu pflegen. die angemessene 4-4-4 Klasse von Luft Sauberkeit gemäß zu ISO8573-1 Anforderungen sogar obwohl die Hersteller ausgestattet die Maschine im Druckluft Vorbereitung System.
Das oben erwähnte pneumatische System erfordert nicht ein extremes Maß an Aufmerksamkeit, jedoch ist der Benutzer verpflichtet, den Stand von Kondenswasser in Druckluft Filter Behälter regelmäßig zu kontrollieren. Wenn das Vorhandensein von Wasser festgestellt wird, sollte er geleert werden. Wenn eine erhebliche Menge fester Verunreinigungen im Tank gefunden wird, muss der Tank demontiert, und dann gereinigt mit geeigneten Reinigungsmitteln werden. Nach der Reinigung aus sollte er mit Druckluft belüftet und wieder eingebaut werden. Die ausführliche Beschreibung der Druckluft Anlage finden Sie im Teil mit dem Titel KONTROLLEN UND ANZEIGEN VERFÜGBAR für BEDIENER.
11.4. SCHEMA DES PNEUMATISCHEN SYSTEMS
Siehe Beilage.
12.0 Verwertung und Zerkleinerung
12.1 ALLGEMEINE HINWEISEEingeführte Änderungen in Gesetz Bestimmungen oder in Prozess Normen, die nicht vorhergesehen werden konnten , können die Ursache von Nutzung und Maschinenbruch werden. Dieses Problem gilt auch für die ausgetauschten oder reparierten Teile und Systeme der Maschine. In Konsequenz ist der Käufer allein verantwortlich für die Durchführung der oben erwähnten Verfahren gemäß den verbindlichen Bestimmungen des Gesetzes. Es sollte jedoch angemerkt werden , dass alle Maschinenteile vollständig recycelt werden können.
12.2 ABFALLSTOFFE
Gefährliche Abfälle sollten immer verwertet werden von den Unternehmen , die spezialisiert im Umgang mit dieser Art von Problem auf einer regelmäßigen Basis. Die detaillierte Liste von Art von Abfällen, die durch die Maschine in xml-ph-0030@deepl.int
- Karton, Wellpappe und andere Abfallprodukte ;
- verschlissene Ersatzteile , die in Arten von Material unterteilt sind, aus dem sie hergestellt werden.
- Alle Abfälle , die aus dem Austausch von Maschinenteilen oder der Wartung stammen, auch wenn sie teilweise durch Fett verunreinigt sind, können nicht zusammen mit und den Industrieabfällen entsorgt werden.
![]() ACHTUNG! Es ist streng Verbotene zu Ort Gefährlich Abfälle direkt in die Abfall Container oder verwenden. die kommunal Abfallsammler zu entsorgen davon.
ACHTUNG! Es ist streng Verbotene zu Ort Gefährlich Abfälle direkt in die Abfall Container oder verwenden. die kommunal Abfallsammler zu entsorgen davon.
12.3 PHASEN VON DEMONTAGE VERFAHREN DURCHGEFÜHRT für das MACHINE-BREAKING
- Verwenden Sie MASTER SWITCH , um das Gerät auszuschalten;
- Die Maschine muss in stabiler Position auf dem Boden aufgestellt werden;
- Trennen Sie die Maschine von sowohl pneumatischen als auch elektrischen Stromquellen ;
- Lösen Sie von die Maschine und zerlegen Sie beide arbeiten Tische (wenn sie wurden bestellt);
- Trennen Sie die flexiblen Verbindungen aus Kunststoff und Gummi, dann verwerten Sie mit der Hilfe von Unternehmen die spezialisiert in Umgang mit dieser Art von Abfall;
- Trennen Sie Leitungssysteme und elektrische Geräte und dann verwenden Sie sie mit der Hilfe von Unternehmen , die spezialisiert in Umgang mit dieser Art von Abfall.
- Trennen Sie Metall Abfall in Stahl und Nichteisen und dann zerkleinern sie für Schrott mit der Hilfe von Unternehmen die spezialisiert in Umgang mit dieser Art von Abfall.
13.0 Anhänge
Typenschild
14.0 Zusätzliche Maschinendokumente